














人作業組立ラインの電力消費量シミュレーション手法
- 生産技術
- 人作業
- 組立ライン
- 電力シミュレーション
- セルライン
人作業組立ラインは生産性向上に加えて、エネルギー効率化への対応が求められる1)。製造現場では、作業者 (Man)、設備(Machine)、材料(Material)、方法(Method)の4M変動に対する改善活動が進む一方、セル生産方式 (セルライン)は作業者要因の生産影響が大きく、これをシミュレーションへ適切に反映することが技術課題である。本研究では自社工場のセルラインを対象にして、作業者のスキルレベルを取り込める電力消費量シミュレーションモデルを構築した。結果、電力消費の予測精度目標95%とエネルギー損失の可視化を達成し、非標準であったシミュレーションモデル設計工数を従来の6人日から3人日に短縮した。本論文では、人作業のばらつきを反映したセルラインの電力消費量シミュレーション手法について述べる。
1. まえがき
組立ラインでは生産性向上と省エネ推進の両立が、生産技術者にとっての重要課題である。近年、製造業では生産予測を目的としたシミュレーション技術の導入が進展している2)。また、空調施設や工場全体を含む生産活動のKPI可視化や省エネ推進への適用も進んでいる3)。しかし、作業者による組み立てを主とするセルラインでは、シミュレーション技術の適用事例が少なく、作業ばらつきを反映する方法は十分に普及していない。さらに、セルラインの電力消費は工場全体比で小さいため、省エネ効果に基づく投資判断(損益分岐点)の見極めが難しい。したがって、経験則に基づく簡易計算に留まり、エネルギー損失の打ち手が具体化されず実行に至らないケースが見受けられる。
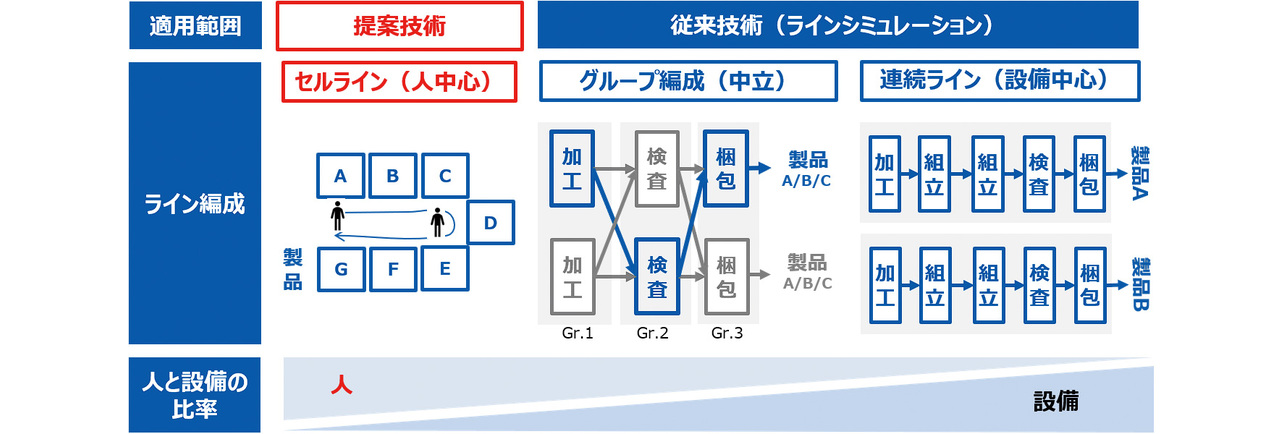
このため、短期間かつ高精度で効果を可視化できるシミュレーション手法を確立することは、生産性と省エネの両立課題の解決に有効である。本研究では、4Mのうち特に作業者に起因する変動に着目し、セルラインの電力消費量予測を対象としたシミュレーション手法の確立について提案する(図1)。
2. 技術課題
セルラインは多品種少量生産が一般的であり、作業配分やレイアウト編成の自由度が高い一方で、設計・立ち上げには生産技術者の広い視点が必要である。また、現場データは形式・収集方法が多岐にわたり、データ評価方法の属人化がシミュレーション手法の標準化を阻害している。従来は、設備毎の電力消費・稼働率・待機時間に基づき工程順を再現する「設備起点」のラインシミュレーションが主流であった(以下、従来型シミュレーション)。従来型シミュレーションでは、作業者のスキル依存作業と非依存作業の識別が難しく、作業ばらつきの正確な反映が困難である。また、従来型シミュレーションは設備起点の構成のため、作業者要因の4M変動が顕在化しやすいセルラインの特性に適合しにくい。生産性と省エネの両立課題には、評価方法の定量化と、エネルギー損失発生箇所・時間帯を特定するための時間軸による可視化が必要である。したがって、作業ばらつきを反映したシミュレーションモデルの構築は、セルラインの立上げから改善活動に至るまでの各段階において、生産技術上の課題として位置付けられる。
3. 技術内容
3.1 セルラインのシミュレーションモデル構築
セルラインにおける消費電力は、作業者(Man)、設備(Machine)、材料(Material)、方法(Method)といった4M要因に加え、設備配置や空間条件に起因するレイアウトなどの作業環境(Environment)によっても変動する。特にセルラインでは、作業者の動線や製品の滞留時間はレイアウトの影響を強く受けるため、作業環境を含めた4M+1Eとしての分析が不可欠である。そこで本研究では、これらの要因を以下のように定義した。
- Man:作業者のスキルレベル、動線、歩行速度
- Machine:機械・設備の種類、稼働時間、電力消費量
- Material:材料(部材・部品)の種類、製造ロット数
- Method:作業手順、工法(レシピ)
- Environment:レイアウトなどの作業環境
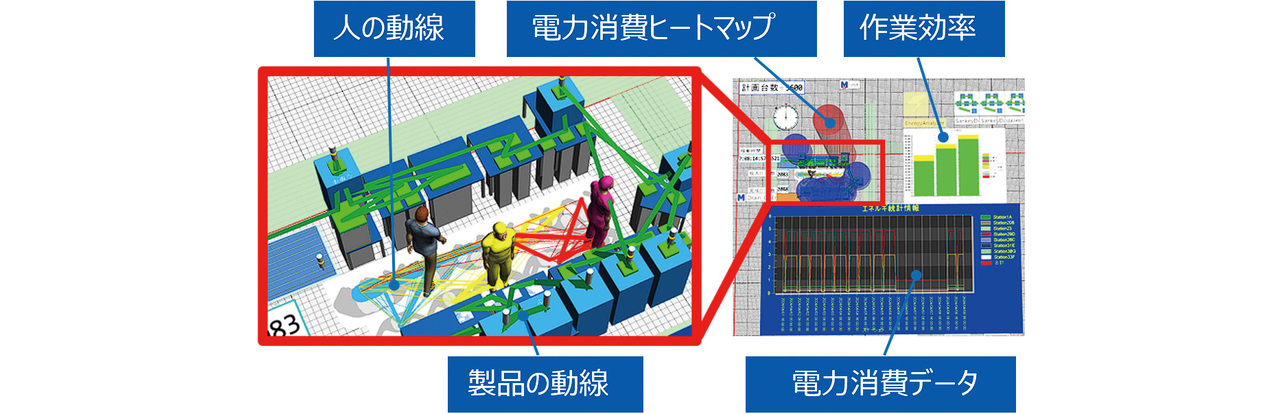
Siemens社製ラインシミュレーションソフト「Plant Simulation」4)を使用し、自社工場のセルラインを模擬したシミュレーションモデルを構築した(図2)。

各構成要素のデータを入力し、シミュレーションを実行して所定時間における電力消費を算出する。以下にシミュレーション実行手順を示す(図3)。

- ① データ収集:半自動化設備の電力計測データを取得。困難な場合は設備仕様値で代替。
- ② データ前処理:異常値除去、フィルタリング、補正。
- ③ モデル反映:前処理済みデータをシミュレーションモデルへ入力。
- ④ パラメータ設定:作業者数、作業時間、生産ロット数等を設定。
- ⑤ シミュレーション実行:シミュレーションを実行し、消費電力量等を出力。
- ⑥ 可視化:ヒートマップやグラフで結果を可視化(図4)。
- ⑦ 改善案検討:可視化結果に基づき、手順・配置の見直し案を立案。
可視化されたデータには、生産性とエネルギー効率の両立に必要なKPI(作業効率、電力消費量)を含む(図4)。
3.2 作業者スキルレベルのモデル化
従来型シミュレーションのモデルは設備単位の分析に留まり、作業者のスキルレベルの反映が難しい。セルラインは作業者起因の4M変動が生産活動に大きく影響するため、シミュレーションモデルへのスキルレベル反映は不可欠である。本研究では、分析単位を設備から作業単位へ細分化し、スキルレベルに伴う4M変動を再現するシミュレーションモデルを構築した。スキルレベルの反映パラメータを以下に示す。
- 作業速度:スキル係数(例:新人=0.8、通常=1.0、熟練=1.2)
- 歩行速度:身体特性・作業エリアに応じて個別設定
- 移動距離:レイアウトと作業スペースに基づく自動計算
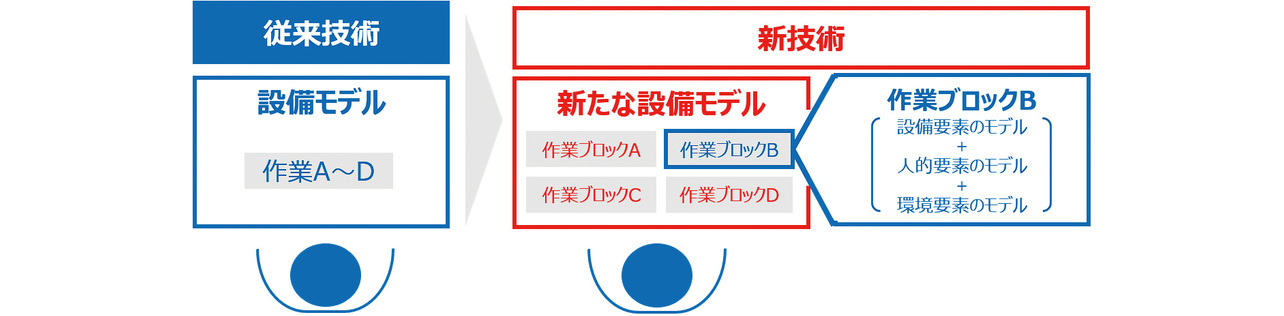
従来型シミュレーションでは複数作業を設備に統合し、単一パラメータで表現していたため精度低下を招いていた。今回提案するシミュレーションでは、設備モデル内部の各作業を作業ブロックとして分解し、個別の設備・作業パラメータを付与することで精度向上を図る。この細分化による最小分析単位を作業ブロックと定義する(図5)。
さらに、設計工数短縮を目的にアローダイヤグラム機能を開発し、今回提案するシミュレーションモデルにプラグインとして実装した。各作業ブロックはアローダイヤグラムで接続し、作業順序依存関係と並列処理の可否を決定する(図6)。

ここでは、自動化設備への製品セット・取出しに加え、自動送り中の準備・搬送・検査といった別作業を明示し、同期/非同期のタイミング条件を内包する。作業工程表やガントチャートの既存データを活用して、セットタイミングや製品滞留状況を踏まえた時系列で照合し、ボトルネック特定やスキル係数の設定に用いた。例えば、検査遅延が後続搬送へ波及する場合、シミュレーション上でスキルレベルを実際の作業者に合わせて変更し、人員配置を見直すことで生産性を高める。そして、既存データとシミュレーション出力結果の比較により、工程遷移の整合性を評価し、シミュレーションモデルの妥当性を確認する。
3.3 モデル設計工数の合理化
作業単位への細分化は精度向上の反面、設計工数の増大を招く。これに対し、セルラインの構成単位をセルと要素に分解し、再利用可能なモジュールを作成した(図7)。
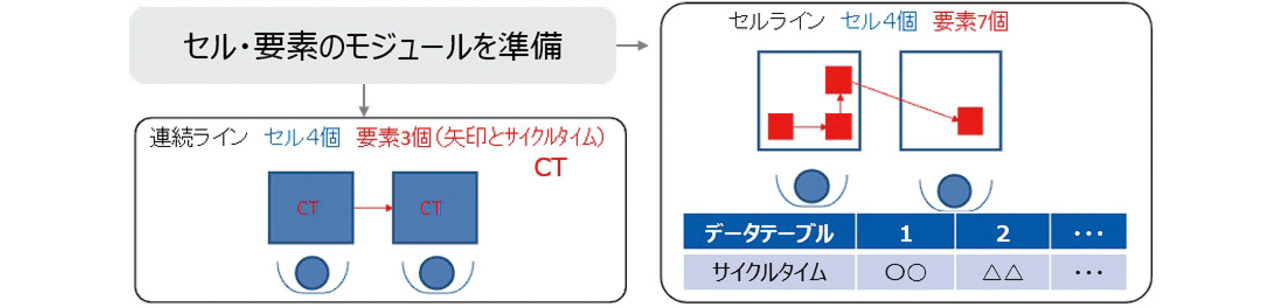
- セル:作業者1人、または設備1ユニットの生産実行単位を1個として数える。
- 要素:セル間関係(サイクルタイム、工程フロー〈矢印〉)の最小単位を1個として数える。
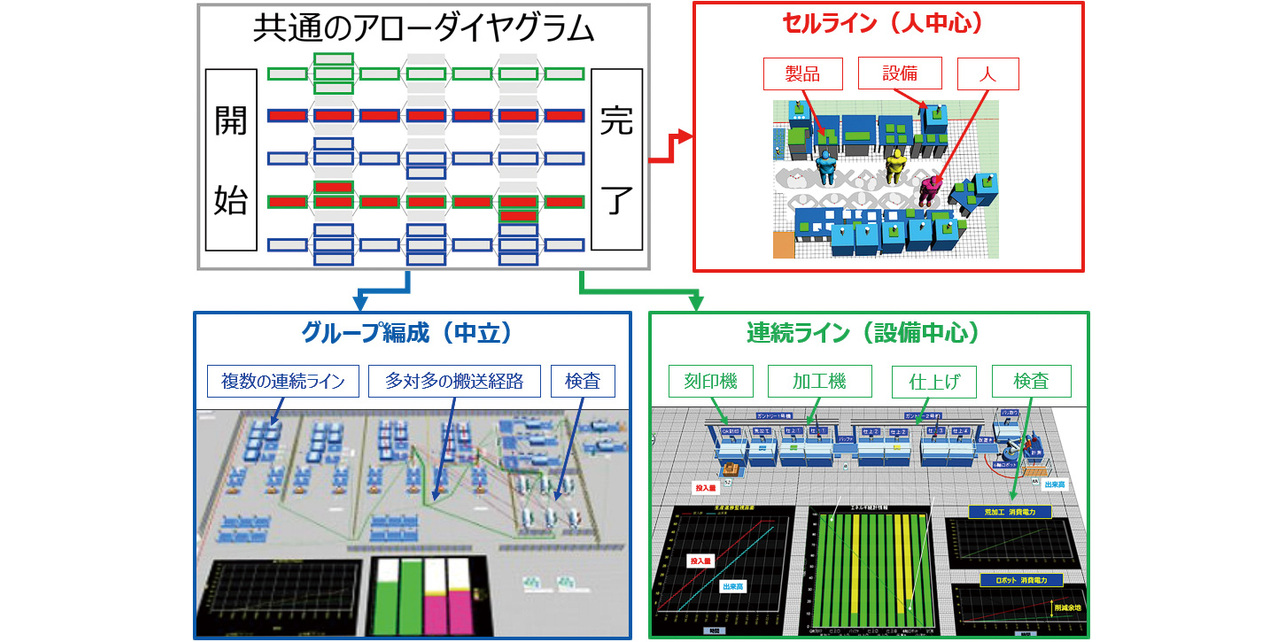
本定義により、連続ライン・セルラインいずれにも再利用可能なモジュールを準備し、ライン編成の違いに依存しない汎化構造を採用した。例として図7のセルラインは、4セル・7要素で構成し、各セルの作業をデータテーブルで一元管理する。作業番号・作業内容・サイクルタイムは表形式で管理し、参照により作業ブロックを自動生成して設計効率を向上させる。さらに、要素(サイクルタイム・矢印)をベクトル的に接続することで、工程順序変更や動作パターン変更時の修正範囲を限定し、再設計の手間を最小化した。また、アローダイヤグラムの共通性に基づき、作業依存関係と並列処理構造を即時反映するシミュレーション手法を構築した(図8)。
4. 結果と考察
4.1 結果
セルライン電力消費量のシミュレーション精度確認は、2024年11月12日~20日の9日間を対象として実施した。精度確認の指標として予測誤差と予測精度を以下のように定義した。
- 予測誤差(%):(|消費量-予測量|)÷消費量×100
- 予測精度(%):100-予測誤差
従来型のシミュレーションモデルは作業ばらつきを反映せず、設備状態を「稼働/停止」の2分類で表現していたが、予測誤差は7.8%であった。一方、今回のシミュレーションモデルでは作業者のスキルレベル(新人0.8、通常1.0、熟練1.2)を個別に設定し、各作業工程の処理時間に反映した(表1)。
| 作業者 | 従来(秒) | 今回(秒) | スキルレベル係数 |
|---|---|---|---|
| A | 82 | 99 | 1.0 → 0.8 |
| B | 122 | 109 | 1.0 → 1.2 |
| C | 106 | 106 | 1.0 → 1.0 |
スキルレベルの調整を行った結果、設備状態を「稼働/平日停止/休日停止」の3分類に細分化でき、予測誤差を4.5%に低減した(図9)。
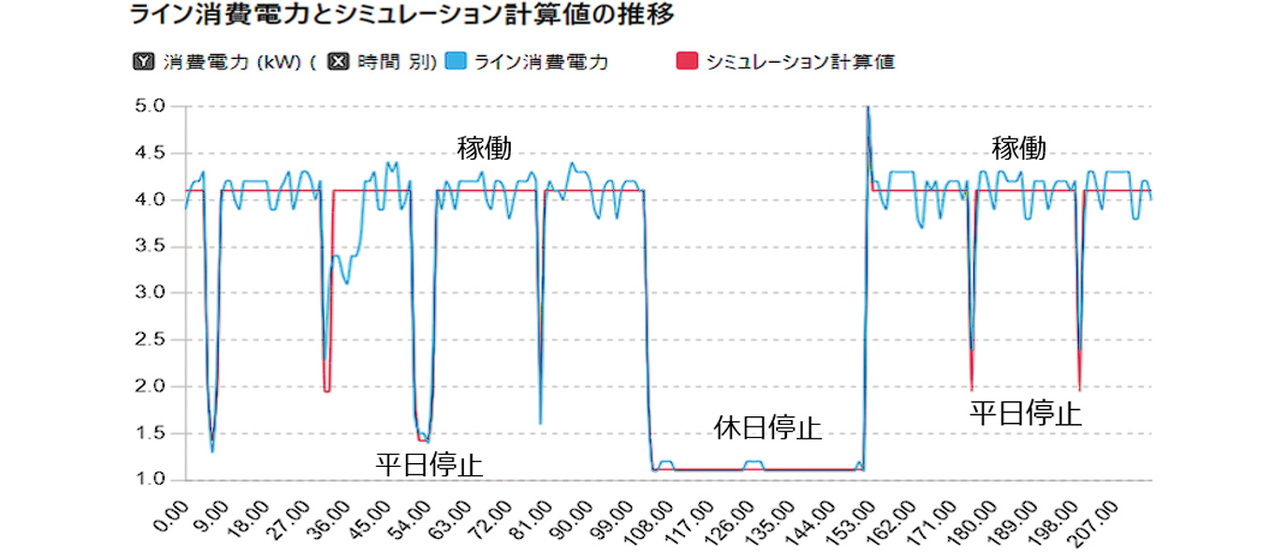
スキルレベルのばらつきは工程内の処理順序や非稼働時間の発生タイミングを変化させ、設備待機時間のばらつきとして電力消費量に影響を及ぼす。本研究で構築したシミュレーションモデルは、作業者の動線・スキル・作業順序・設備稼働状況を正確に反映することで、予測精度95.5%を達成した。さらに、電力消費のヒートマップによる可視化結果から、消費量の割合が高い設備に着目し、稼働時間(使用可能⇔作業中)と非稼働時間(オフ)を分析した。今回の規模のセルラインでは、非稼働時間における約10%の省エネ余地を確認した(図10)。
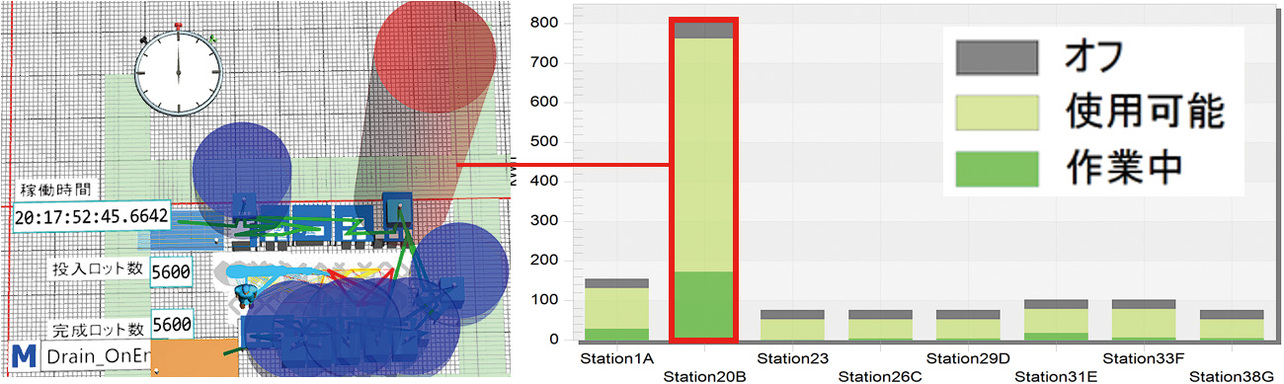
赤色ヒートマップは、半自動化設備(例:樹脂成形装置の加熱保持、材料冷却)を指す。製品投入待ちに伴う待機電力も発生するため、設備電源のON/OFF制御やタイマ制御による現場管理はさらなる省エネに有効である5,6)。
一方で、従来型シミュレーションは工程単位の個別設計、工程順序の手動設定、データ構造の都度定義が必要であり、今回の規模のセルラインでは設計工数6人日を要した。今回提案するシミュレーション手法では設計データの再利用率を高め、セルライン以外のライン編成への展開も可能にした。結果、設計工数を6人日から3人日に短縮し、50%の工数削減効果を得た(表2)。
| 設計工程 | 従来 (人日) |
今回 (人日) |
削減効果の理由 |
|---|---|---|---|
| 工程別モデル設計 | 1.2 | 0.2 | セル/要素モジュールの再利用 |
| 作業順序定義 | 1.5 | 0.5 | アローダイヤグラムの再利用 |
| データ構造・入力設計 | 1.5 | 0.8 | データテーブルによる一元管理 |
| 検証・修正 | 0.8 | 0.8 | ― |
| 可視化設計 | 0.5 | 0.2 | 可視化テンプレートの使用 |
| 現場レビュー・調整対応 | 0.5 | 0.5 | ― |
| 合計 | 6 | 3 | ― |
4.2 考察
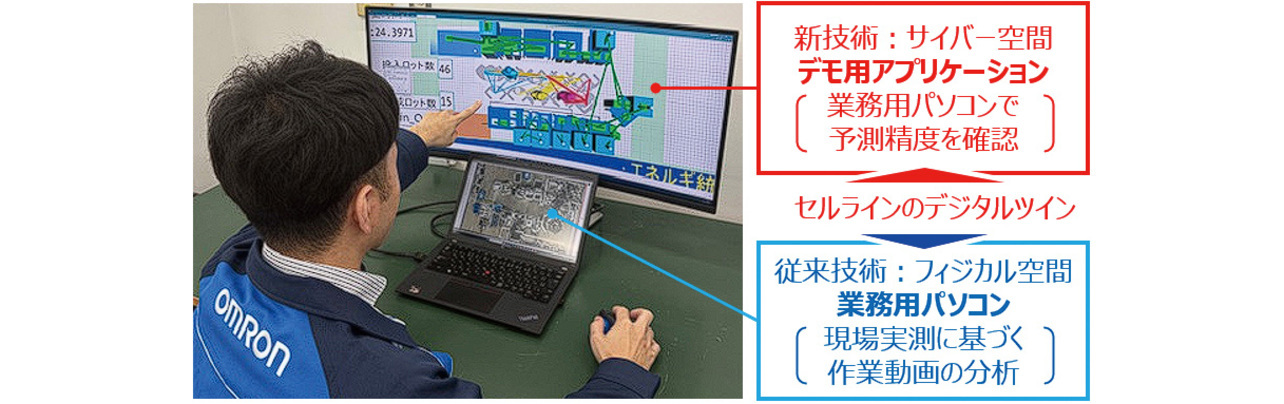
今回提案するシミュレーション手法は、セルライン特有の作業者起因による非定常な動線や作業順序のばらつきを定量的に再現可能とする点で、従来型シミュレーションに対して進歩性を有することが示された。これにより、作業配置や動線の見直しを通じてエネルギー効率の改善に貢献することが可能である。また、今回構築したシミュレーションモデルと設計手順はセルラインに限らず、多品種少量生産を行う人作業組立ラインの生産形態にも展開可能である。特に、アローダイヤグラムによる作業順序の構造化は、工程順序の可視化と再設計の効率化に有効であり、設計変更時の対応力を高める要素技術となった。データ取得に関しては、新たなセンシング技術の導入7)が必要となる場合もあるが、既存のMES(Manufacturing Execution System)やPOP(Point of Production)システムに蓄積された作業工程表や現場が保有するガントチャートを活用することで、追加投資を抑えつつ高精度なシミュレーションを行うことができる。しかし、商用シミュレーションソフトウェアはライセンス制限や操作習熟のハードルが高く、利用が特定の技術部門に限定されがちである。この制限を解消するため、本研究では関係者全員が直接操作・確認可能なデモ用アプリケーションを独自に開発した(図11)。
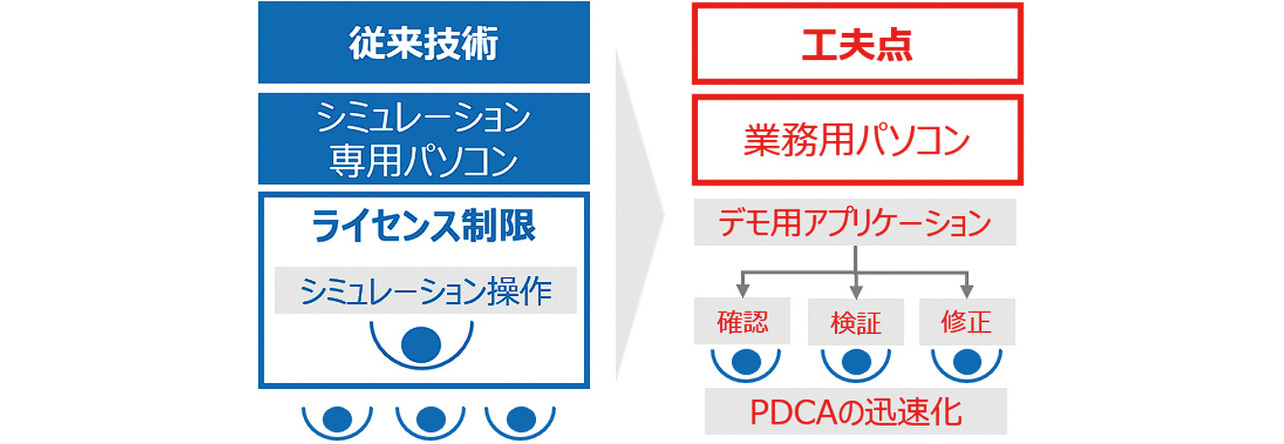
さらに、現場改善へのPDCAサイクルはサイバー・フィジカル空間におけるセルラインのデジタルツインとして適用することで迅速化できる(図12)。
5. 結論
本研究では、セルラインにおけるエネルギー効率の向上とモデル設計工数の削減を目的として、4M+1Eの現場データを高精度で反映可能なシミュレーション手法を確立した。今回構築したシミュレーションモデルは、作業者の動線・作業順序・スキル差・設備稼働状況といった実運用上の変動要素を取り込み、電力消費量の予測精度を95%超へ向上させた。さらに、作業順序と非稼働時間の分類分析により、装置のアイドリングや滞留時間に伴う最大10%の省エネ余地を明らかにした。同時に、セル・要素単位の定義とアローダイヤグラム機能を組み合わせたモジュール化設計により、今回の規模のセルラインでは設計工数を従来6人日から3人日に削減した。加えて、デモ用アプリケーションの導入により、関係者全員が直接改善案を検討できる実行環境を整備し、PDCAの迅速化を実現した。以上により、4M+1Eの現場情報を統合した高精度シミュレーションモデル作成と、スキルレベルに対応したラインシミュレーション手法を確立した8)。
6. むすび
本研究は、セルライン特有の作業者(Man)による4M変動を考慮した新たなシミュレーションモデルを開発し、組立ラインにおける電力消費量の高精度予測を可能にした。これにより、エネルギー損失の定量把握と、具体的な改善施策の立案が可能となった。加えて、モジュール化設計手法とデモ用アプリケーションの導入により、現場主導型で実践的な省エネ技術を提供できる実行環境を整えた。今後は異なるライン規模・業種の製造現場への適用性を検証するとともに、AIやIoTによるリアルタイムデータとの連携・統合を進め、作業者スキルの自動推定と工場運用全体の最適化を実現するシステムへの発展を目指す9)。
参考文献
- 1)
- オムロン株式会社. “オムロンが目指す「エネルギー生産性向上」とは.” 制御機器. https://www.fa.omron.co.jp/solution/energy-productivity/(Accessed: Nov. 10, 2025).
- 2)
- 小竹正弘, 杉山尚美, “生産シミュレーション技術の製造ライン設計への適用と生産予測への応用,” 東芝レビュー, vol. 69, no. 9, pp. 8-11, 2014.
- 3)
- 森脇照雄, “エネルギー計測の有効性及びFEMS等による継続的な省エネルギー推進活動,” 三菱電機技報, vol. 94, no. 7, pp. 23-27, 2020.
- 4)
- Siemens AG. “Plant Simulation.” SIEMENS. https://plm.sw.siemens.com/ja-JP/tecnomatix/plant-simulation-software/(Accessed: Nov. 10, 2025).
- 5)
- 伊藤貞芳 他, “省エネソリューション技術による省エネトップランナー工場の実現,” パナソニック技報, vol. 57, no. 1, pp. 25-30, 2011.
- 6)
- 中井隆樹, 芦田茂樹, “現場データ活用によるエネルギー生産性向上,” 計測技術, vol. 52, no. 5, pp. 5-14, 2024.
- 7)
- オムロン株式会社. “EQS-AD10-E 環境あんどん/特長.” 制御機器. https://www.fa.omron.co.jp/products/family/3236/(Accessed: Nov. 10, 2025).
- 8)
- 早稲田大学. “オムロン社との研究開発を開始.” https://www.waseda.jp/top/news/92147(Accessed: Nov. 10, 2025).
- 9)
- 内閣府. “科学技術基本計画.” 内閣府ホームページ. https://www8.cao.go.jp/cstp/kihonkeikaku/5honbun.pdf?utm_source=chatgpt.com(Accessed: Nov. 10, 2025).
本文に掲載の商品の名称は、各社が商標としている場合があります。