
















Development of Condition Monitoring Function of Temperature Control Device Using Control Model Parameters
- Temperature Controller
- Equipment Maintenance
- Anomaly Detection
- System Identification
- Condition Based Maintenance
In the manufacturing industry, there is lack of engineers who are responsible for maintenance, due to environmental changes such as a declining birth rate and an aging population. In addition, the existing equipment has becoming decrepit, so the frequency of occurrence of unexpected failures has increased, and the operating rate of production has decreased. So as to solve these monozukuri (manufacturing) issues, it seems effective to grasp a status of deterioration of equipment, and shift the maintenance to Condition-based maintenance (CBM) that maintains systematically before failure. To conduct CBM, it is necessary to identify optimal condition as a control standard, and measure its status in appropriate accuracy, but it not easy to do it. Also, the temperature control device covered by this paper is in the same situation of maintenance that the equipment is mostly replaced after failure, including heaters, temperature sensors, etc.
The authors have enabled CBM of temperature control device to decide which and when maintenance is need by using transfer function to vectorize features of equipment. The transfer function is generally used in the field of control engineering. In this paper, we describe the outline of condition monitoring functions that realize CBM, and element technologies to enable it.
1. Introduction
Recently in Japan, it has become difficult to hire engineers/technicians with the proficiency and skills required for maintenance of production equipment in the manufacturing industry due to the declining birth rate and an aging population, as well as a declining interest in science and technology in education. It has also become a pressing management issue that capacity utilization is declining because of the increased unexpected shutdown of aged production equipment. In order to resolve such issues of the monozukuri (manufacturing) industry, it is necessary to implement condition-based maintenance (CBM)1) by monitoring the deterioration of equipment and performing the necessary maintenance systematically before a failure of the equipment occurs. However, as it is difficult to select and identify the feature values required to understand the phenomena (condition change) that require maintenance of the equipment and because a large investment is necessary to install numbers of sensors and instrumentation to monitor the condition of the equipment, implementation of CBM in the manufacturing industry is practically difficult.
If the CBM system is implemented for the forming machines and packaging machines commonly used in the manufacturing process that require temperature control (temperature control device), effective maintenance of such machines will become possible. The authors considered application of the model parameter obtained by the system identification2) (control model parameter) as the feature value used for the CBM of the temperature control device.
This paper describes the condition monitoring functions that realize CBM using the control model parameters. Section 2 provides descriptions of the mechanism of the condition change desired to be detected and of the issues to realize the approach for CBM. Section 3 provides the outline of CBM to be pursued and the required element technologies to realize such CBM. Section 4 provides the method to realize CBM utilizing such element technologies. Finally, Section 5 provides the results of the verification experiment.
2. Challenges
2.1 Condition change in temperature control device
Fig. 1 shows the configuration of the temperature control device. The temperature control device measures the temperature of the heated object using the sensor, and such temperature is controlled as constant by adjusting the heat generated by the heater according to the manipulated variable from the temperature controller so that the desired temperature of the heated object can be maintained. The heated object is the thermal conductor, such as the cylinder of the molding machine or the heat bar of the packaging machine, or the product itself.
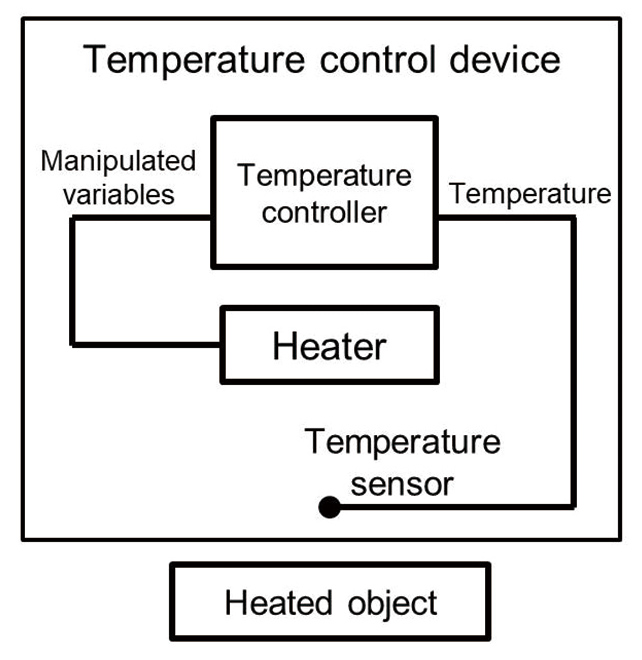
Table 1 shows an example of the condition changes that will occur in the temperature control device. Condition changes can be classified into three types. The type A condition change is a change that takes place with time in the devices, such as a heater and temperature sensor installed in the temperature control device. The type B condition change is a change that takes place because of a change of the installed condition of the devices, such as the heater and temperature sensor or other devices affecting temperature, which is caused by human error during periodic maintenance. The type C condition change is a change that takes place because of moisture content, composition change, and size change of the heated object.
| Type of condition change | Name of condition change |
|---|---|
| A | declining heating capacity |
| declining electromotive force of thermocouple | |
| B | temperature sensor misalignment |
| looseness of insulation cover | |
| C | material variation |
Subsections 2.2 and 2.3 explain the mechanism of how the respective condition changes take place using the cases of declining heating capacity and temperature sensor misalignment that frequently occur among the condition changes shown in Table 1. Subsection 2.4 explains the issues to be resolved in order to realize the CBM.
2.2 Declining heating capacity
Declining heating capacity is a phenomenon where the heating capacity of the heater decreases because of oxidation of the heater element. Fig. 2 shows the control waveforms (temperature and manipulated variable) in the normal condition of the heater and when the heater capacity declines. When the temperature waveforms are compared, the heating curve becomes less steep because of the decline in the heating capacity. When the manipulated variable waveforms are compared, the manipulated variable tends to increase to compensate for the decreased heating capacity when the heater capacity declines.
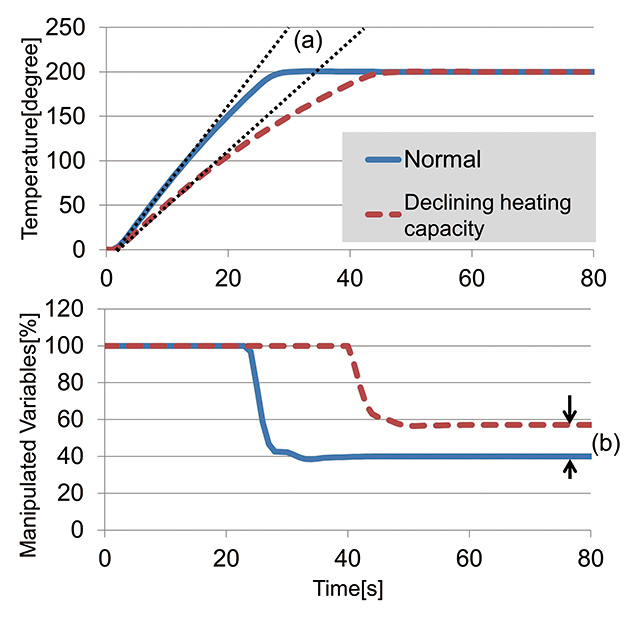
The following three types of feature values can be considered to detect the phenomenon above.
- 1) Change in electric resistance due to oxidation of the heating element
- 2) Slope of the heating curve shown by (a) in Fig. 2
- 3) Increase of the manipulated variable shown by (b) in Fig. 2
2.3 Temperature sensor misalignment
Misalignment of the temperature sensor can occur because of human error. Fig. 3 (a) shows the temperature distribution of the heated object when the temperature sensor is correctly located. Consider that the sensor is located in the normal case at position x in Fig. 3 and the temperature of the heated object at position xʼ becomes the target temperature T, and it is shown that the temperature distribution depending on the relative positions of the heater and the heated object is produced at a position different from position xʼ. Fig. 3 (b) shows the condition where the temperature sensor is located in position y, which is different from the specified position x. As shown in the figure, temperature is controlled so that the target temperature T of the heated object will reach position yʼ. Because the relative positions of the heater and the heated object remain the same, the temperature distribution of the heated object is the same because it is produced when the sensor is correctly located, and accordingly as shown in Fig. 3 (b), the temperature of the heated object generally increases.
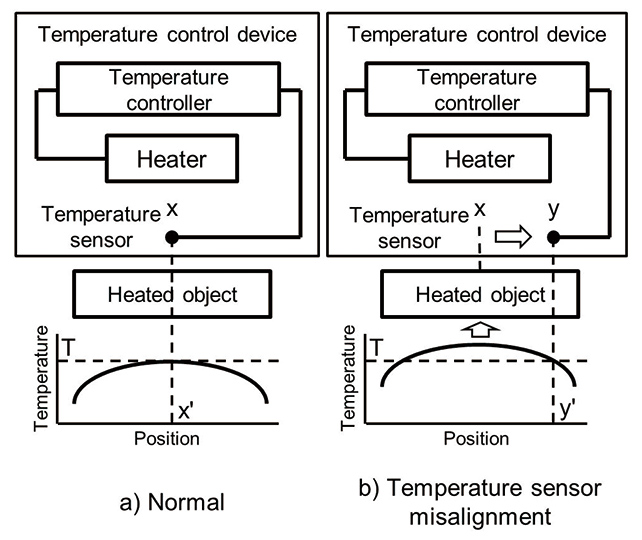
Fig. 4 shows the control waveforms when the temperature sensor is correctly located and when it is misaligned. As the distance between the heater and the sensor increases when the sensor is misaligned, a time delay in the temperature waveform will occur. In addition, as the temperature of the heated object increases more than normal as explained earlier, the manipulated variable will increase when the manipulated variable curves are compared.
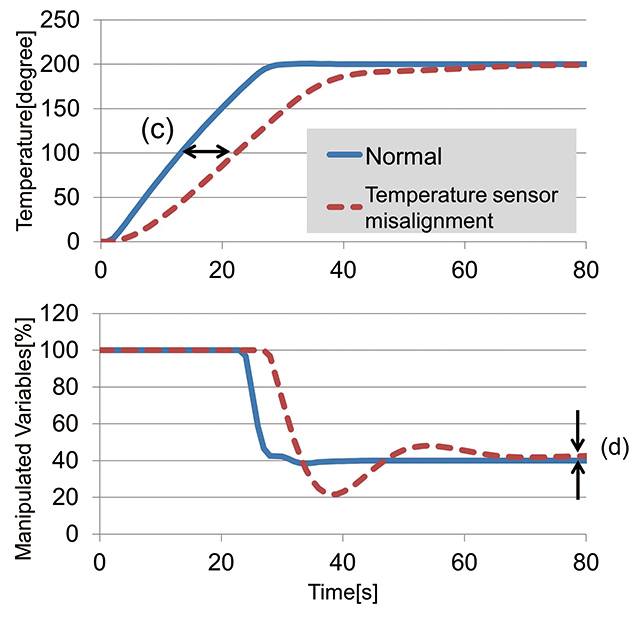
The following three types of feature values can be considered to detect this phenomenon.
- 1) Position of the installed temperature sensor
- 2) Time delay in heating curve as shown by (c) in Fig. 4
- 3) Increase of the manipulated variable as shown in by (d) in Fig. 4
2.4 Issues to be resolved to realize Condition-based maintenance
The feature values to be measured can be decided once the mechanism is determined for generating the condition changes as shown in Table 1. However, in the case of misalignment of the temperature sensor explained in Subsection 2.3, although the condition change can be detected in the early stage by a manufacturing defect like a slight color change in the product from the color in the normal condition, the real reason for the condition change will be able to be identified as the temperature sensor misalignment after a long investigation because the temperature indication of the temperature controller stays the same, and misalignment of the temperature sensor cannot be visually identified. Such difficulty associated with identifying the cause of the condition change is a factor that prevents implementation of CBM. Another factor that prevents reduction of the person-hours required for maintenance is that it is not yet possible to determine the optimum timing of the maintenance based on judgment of the progress of a condition change, even if it is possible to determine which condition change among others contributes to the detected symptom of the trouble or failure. Considering the above, the authors decided on the following three items as the issues to be resolved to assist implementation of CBM:
- 1) Selection of the feature values that can be commonly used independent from configuration of the equipment
- 2) Identification of the type of condition change from numbers of condition changes occurring
- 3) Identification of the degree of progress of the condition change identified
3. Development of Condition Monitoring Function
3.1 Selection of feature value
Although it is considered that the electrical resistance in Subsection 2.2 and the temperature sensor position in Subsection 2.3 can be used as the feature values to be measured, it requires the use of dedicated devices for such a purpose in the respective equipment. It may be also possible to use the method to visually monitor the control waveforms shown in Figures 2 and 4, but such a method is considered difficult for practical use because different control waveforms of different devices and activations at different times need to be monitored. So the authors considered that the control model parameter proposed for use in chemical plants4) can be used as the feature value based on the concept that the relationship between temperature and the manipulated variable of the temperature control device corresponds to the output and input of the control system and can be expressed using the transfer function3). Because the control model parameter changes according to the condition change, and such a change is reproducible according to the type of condition change, the parameter can be universally applied for any type of the equipment. The relationship between the temperature and the manipulated variable can be expressed as Equation (1) using the transfer function.  ,
,  ,
,  , and
, and  are temperature, manipulated variable, transfer function, and Laplace operator, respectively.
are temperature, manipulated variable, transfer function, and Laplace operator, respectively.
-
 (1)
(1)
The transfer function contains the control model parameters  and
and  (feature value and feature value ) and is generally expressed as Equation (2).
(feature value and feature value ) and is generally expressed as Equation (2).
-
 (2)
(2)
Feature values a and b can represent the features as shown in Table 2 of the temperature control device.
| Control model parameters | Representable features |
|---|---|
| Feature value |
Temperature response speed |
| Feature value |
Heating ability |
While the collection of control waveforms synchronized with operation of the equipment is required to calculate the control model parameter in order to increase the accuracy of detection, it is not necessary to take out the necessary part of the control waveform obtained from another temperature control device that is visually different because the entire control waveform is analyzed as the input information. Accordingly, a method to use the control model parameter as the feature value can be commonly used. As the type of control model parameter incorporated into the transfer function (Equation (2)) can be selected according to the accuracy of the approximation desired, it can be optimized according to the characters of the temperature control device and type of condition change to be detected. In this paper, the numerator is expressed as a constant expression and the denominator is expressed as a primary expression.
3.2 Identification of condition change
Identification of the type of condition change occurring is required to improve the efficiency of the maintenance implementing CBM. As the feature values and indicate the heat transfer characteristics shown in Table 2, a change in the characteristics according to the condition change can be detected. Because the combination of the feature values reacting, direction of change of values, and magnitude of values are different depending on the type of condition change, the type of change can be identified by determining such changes.
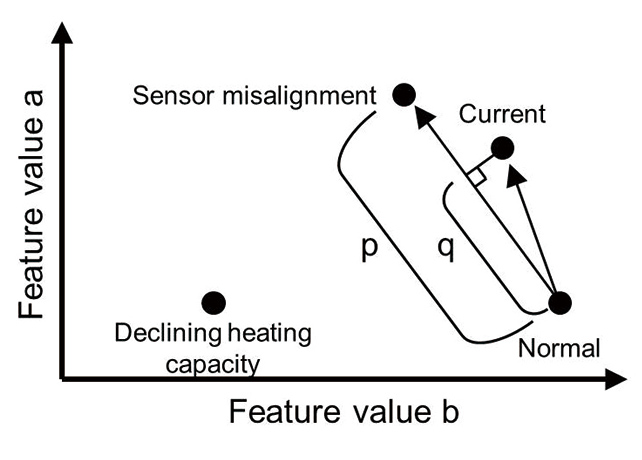
Fig. 5 shows the feature values in the normal condition and the conditions where a certain condition change occurs. The normal condition means the condition where the quality products can be produced, such as the condition immediately after the maintenance of the equipment is performed correctly, and no adverse condition changes are yet occurring. The feature value changes its position in the graph from the position to represent the normal condition to the position indicating the condition change as the condition change progresses.
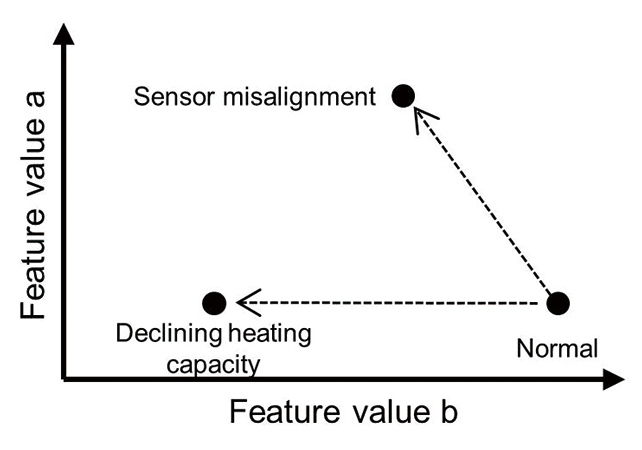
To identify the type of condition change, the following common classification methods can be used because it is necessary to distinguish the normal condition and abnormal condition and the difference between abnormal conditions in Figure 5:
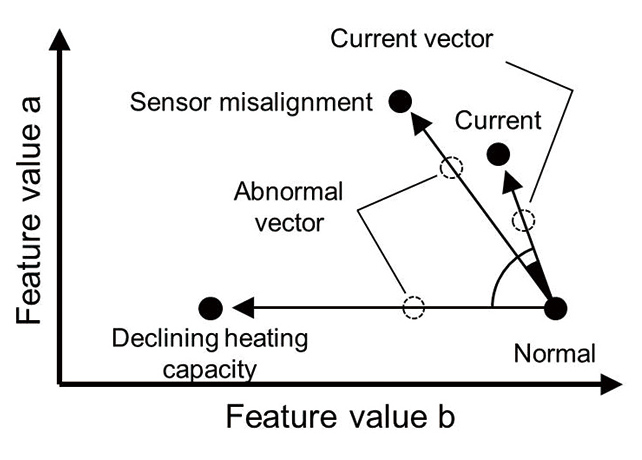
The cosine similarity is an indicator to quantify the proximity of the direction of vectors (directional angle). This is a method to identify which condition change is occurring by evaluating the proximity (angle) of the present feature value vector (current vector) that is created based on the change of the feature value monitored to the feature value vector when the abnormal condition occurs registered in advance (abnormal vector) as shown in Fig. 6.
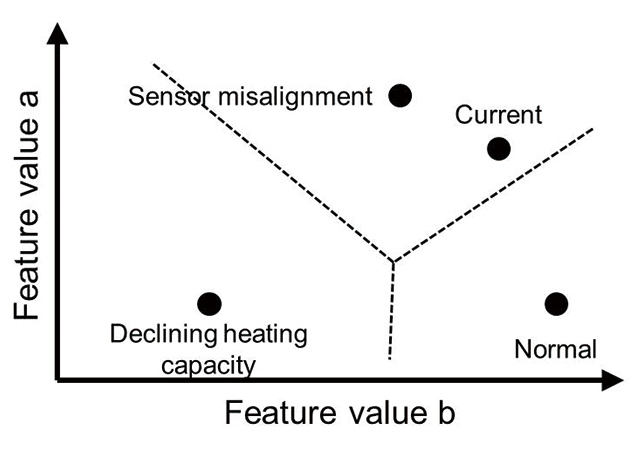
The support vector machine is a method to identify in which feature value area the current feature value is located by drawing the boundaries as shown in Fig. 7 based on the optimizing calculation.
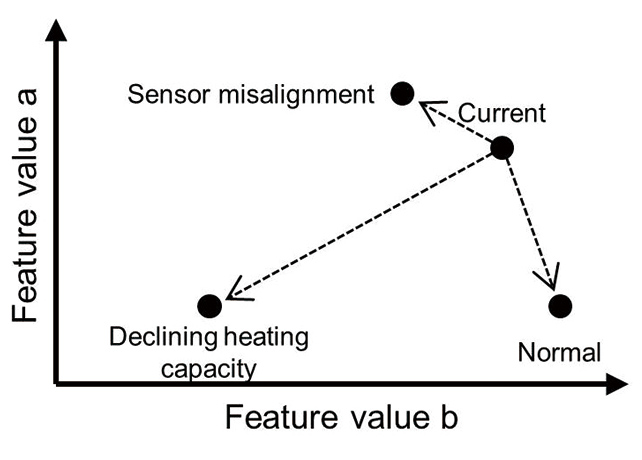
The k-nearest neighbor algorithm is a method to evaluate the current feature value by distance to the feature value when an abnormal condition occurs as shown in Fig. 8.
3.3 Understanding degree of progress of the condition change
In order to implement CBM, it is necessary to identify the condition change using the method explained in Subsection 3.2 and to know the progress of such a condition change to determine when the maintenance should be made before a failure occurs or the quality of the product deteriorates. The cosine similarity method among the methods shown in Subsection 3.2 indicates a change in the feature value by vector; accordingly, the progress of change can be quantified by the magnitude of the vector. As shown in Fig. 9, quantification can be made by the ratio of the current vector projection to the vector when the abnormal condition occurs and is registered in advance ( ).
).
4. Implementation of Condition-based Maintenance
Although any methods in Subsection 3.2 can be used to implement CBM, the authors considered that the method using a vector is suitable for use by an engineer engaged in equipment maintenance and decided to use the cosine similarity for identification of the condition change and the vector projection for identification of the progress of the condition change. The procedure for decisions on maintenance is as follows. To explain the equation shown later, the abnormal condition vector is represented by  and the current vector is represented by
and the current vector is represented by  .
.
Step 1 Registration of the abnormal condition vector
The feature values corresponding to the normal position and abnormal position shown in Fig. 6 are calculated and registered. The prediction error method2) used in system identification should be used to calculate the feature values from the control waveform.
Step 2 Monitoring of the current vector
Measure the feature value at the current position every time the temperature control device is operated.
Step 3 Identification of the condition change
Obtain similarity using the equation below calculating the abnormal condition vector and the current vector. The similarity obtained by the equation below increases towards 100% as the similarity increases and decreases towards 0% as it decreases.
-
 (3)
(3)
Step 4 Calculation of the degree of progress
The degree of progress can be determined by the equation below when the similarity is high (close to 100%). The degree of progress determined below is 100% when the magnitude of the current vector is the same as that of the abnormal condition vector and approaches 0% as the magnitude is small, and may exceed 100% when the magnitude is large.
-
 (4)
(4)
Step 5 Establishment and execution of the maintenance plan
The maintenance plan is established and executed based on the condition change of high similarity and its degree of progress.
The above steps are the basic steps to implement CBM as proposed in this paper. Because the above steps can be independently executed even when multiple numbers of abnormal condition vectors are present, the condition changes as shown in Table 1 can be monitored at the same time. The following derivative effects can be also expected because of the nature of this method.
-
(1) Cause estimation
If an abnormal condition or failure where the cause is not identified is occurring in the temperature control device, a condition change can be identified by detecting the change in the feature value. Which phenomenon is occurring in the temperature control device can be estimated based on the correlation between the feature value and the condition change, and the time required for cause analysis may be reduced. -
(2) Monitoring of the peripheral devices
As an abnormal condition or failure of the devices that can affect temperature may appear as a change in feature values, a change in the catalyst, such as the gas or reagent, used in thermal treatment process may be detectable. -
(3) Verification of the effect is easy
When the data of the temperature and manipulated variable can be obtained, verification of the effect will be easily made using spreadsheet software.
5. Verification Results
5.1 Details of the verification experiment
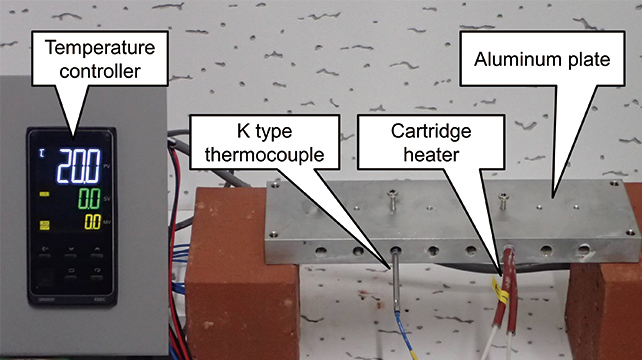
This verification experiment is intended to verify that identification of the condition change and determination of the degree of progress are possible when condition changes of different degrees of progress occur from the condition to which the abnormal condition vectors for a number of condition changes are registered. The experiment was conducted using the temperature control device for verification (Fig. 10) that can produce multiple numbers of condition changes. The experiment apparatus consisted of the aluminum alloy plate simulating the heated object (product), the cartridge heater of 130 W, and the Type K thermocouple. The temperature and the manipulated variable data in time series were recorded by a PC using the communication function of the temperature controller. The PC was set up to execute the steps explained in Section 4 for the temperature and the manipulated variable data in a time series obtained from the temperature controller and to calculate the feature values, similarity, and the degree of progress. Three measurements were performed in each experiment considering variation, and mean values were used for verification.
The verification experiment was conducted with the condition changes of declining heating capacity and temperature sensor misalignment explained in Section 2 applied. The abnormal condition vectors of these condition changes (declining heating capacity vector and temperature sensor misalignment vector respectively) were registered before the experiment. The expected results of the experiment were that the similarity and degree of progress of the declining heating capacity vector were significant and that the similarity and degree of progress of the temperature sensor misalignment vector were not significant when the declining heating capacity phenomenon was applied. The expected result when temperature sensor misalignment was applied was to the contrary.
The conditions where the abnormal condition vectors occur registered before the experiment were as follows:
- ・ Declining heating capacity vector A 10% reduction in the voltage applied to the heater (corresponds to a 19% reduction in the heater capacity)
- ・ Temperature sensor misalignment vector The temperature sensor relocated to the direction from the heater by one hole spacing.
5.2 Results of the experiment with declining heating capacity
The verification experiment for declining heating capacity was conducted with the applied voltage to the heater decreased by 5%, 10%, and 15%. The control waveforms obtained in the respective conditions are shown in Fig. 11. As explained in Subsection 2.2, the heating curve became less steep, and the manipulated variable increased by the decrease in the applied voltage.
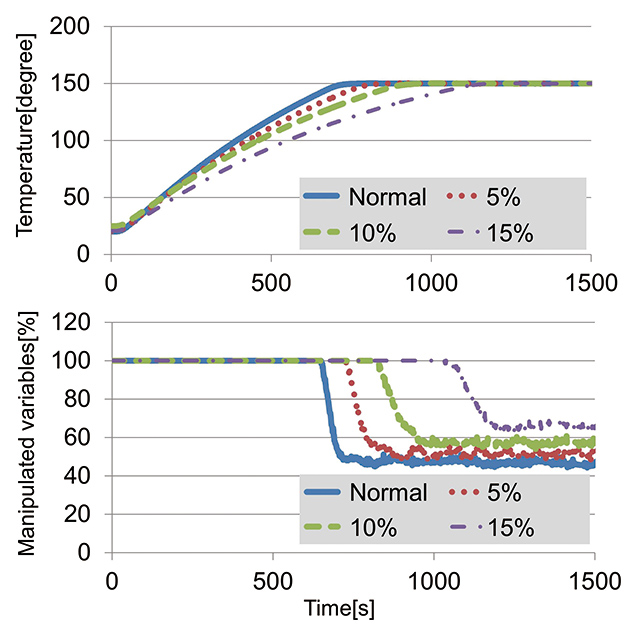
Table 3 shows the calculated control model parameters using the control waveform obtained by the experiment. The condition change is represented by the feature value that represents the heating ability.
| Voltage drop rate | Control model parameters | |
|---|---|---|
| Feature value a | Feature value b | |
| Normal (0%) | 1058 | 2.71 |
| 5% | 1053 | 2.48 |
| 10% | 1024 | 2.16 |
| 15% | 1018 | 1.95 |
The similarity and degree of progress in the declining heating capacity vector and in the temperature sensor misalignment vector obtained using the results in Table 3 are shown in the left hand and right hand sections of Table 4, respectively. The similarity and degree of progress become 100% when the current vector became the same as the abnormal condition vector. The similarity is near 100% by the determination based on the declining heating capacity vector and is near 0% by the determination based on the temperature sensor vector misalignment vector, which indicates that the type of condition change can be correctly determined. As for the degree of progress, the decrease in the applied voltage is correctly represented as the change in the degree of progress when looking at the results for the declining heating capacity vector with high similarity.
| Voltage drop rate | Result by declining heating capacity vector | Result by temperature sensor misalignment vector | ||
|---|---|---|---|---|
| Similarity | Progress | Similarity | Progress | |
| 5% | 99.8% | 43.1% | 0.0% | ― |
| 10% | 100.0% | 103.5% | 0.0% | ― |
| 15% | 100.0% | 142.5% | 0.0% | ― |
5.3 Results of the experiment with temperature sensor misalignment
A verification experiment of the temperature sensor misalignment was conducted with the temperature sensor relocated from the normal position by one-hole and two-hole spacing. The control waveforms obtained by the experiment under these conditions are shown in Fig. 12. As explained in Subsection 2.3, there is a time delay in the heating curve caused by misalignment of the temperature sensor.
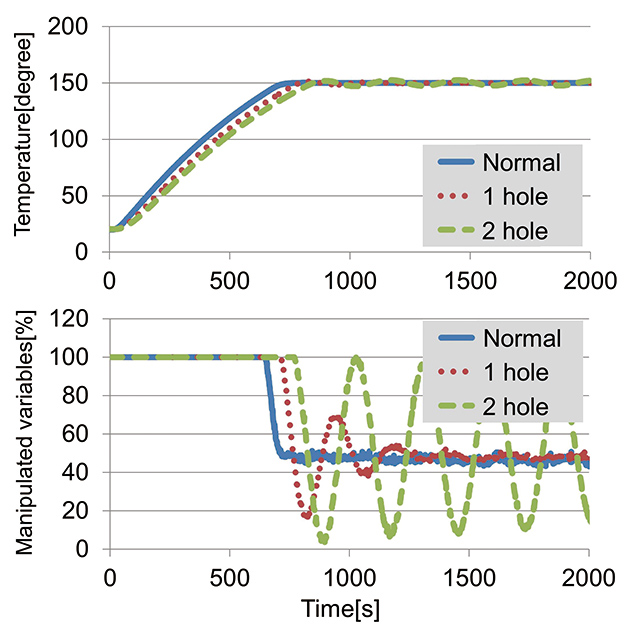
Table 5 shows the control model parameters calculated using the control waveform obtained by the experiment. The condition change is represented by the feature value a that represents the response speed of the temperature.
| Amount of shift Normal | Control model parameters | |
|---|---|---|
| Feature value a | Feature value b | |
| (0 hole) | 1058 | 2.71 |
| 1hole | 1197 | 2.72 |
| 2hole | 1468 | 2.71 |
The similarity and degree of progress in the declining heating capacity vector and in the temperature sensor misalignment vector obtained using the results in Table 5 are shown in the left hand and right hand sections of Table 6, respectively. Conversely, in the result of the experiment in Subsection 5.2, the similarity is near 0% by the determination based on the declining heating capacity vector and is near 100% by the determination based on the temperature sensor misalignment vector, which indicates that the type of condition change can be correctly determined. As for the degree of progress, the magnitude of the misalignment is correctly represented as the change in the degree of progress when looking at the results for the temperature sensor misalignment vector with high similarity.
| Amount of shift | Result by declining heating capacity vector | Result by temperature sensor misalignment vector | ||
|---|---|---|---|---|
| Similarity | Progress | Similarity | Progress | |
| 1hole | 0.0% | ― | 99.7% | 106.4% |
| 2hole | 0.0% | ― | 99.9% | 313.6% |
6. Conclusion
In this paper, the development of the condition monitoring function using the control model parameter as the feature value and the results of the verification experiment required to implement the condition-based maintenance of the temperature control device are explained. By determining the feature value expressed by the vector, identification of the type of condition change occurring becomes possible, and the degree of progress of the change can be also known. This function requires no dedicated device for measurement and makes it easy to implement condition-based maintenance. The authors intend to continue improvement of accuracy in detection and sensitivity combining the control model parameter with other feature values. To conclude, the authors express special gratitude to the persons who extended assistance in the development of the method and in making this paper possible.
References
- 1)
- Takizawa, T.; Kanazawa, T. Prevention and Maintenance for Electric Facilities Sustainability of Electric Facilities. Journal of the Institute of Electrical Installation Engineers of Japan. 2014, Vol.34, No.6, pp.385-388.
- 2)
- Adachi, S. Basics of System Identification. Tokyo Denki University Press, 2009, 245p (in Japanese).
- 3)
- Adachi, S. Basics of Control Engineering. Tokyo Denki University Press, 2016, 284p (in Japanese).
- 4)
- Matsushima, Y. Plant Failure Prediction Method. Japanese Patent No.4520819, 2010 (in Japanese).
- 5)
- Okuno, A.; Neubig, G.; Hagiwara, M. Basics and Techniques in Natural Language Processing. Shoeisha Co., Ltd., 2016, 239p (in Japanese).
- 6)
- Hirai, Y. Pattern Recognition for Beginners. Morikita Publishing Co., Ltd., 2012, 219p (in Japanese).
The names of products in the text may be trademarks of each company.