














金属への深堀マーキングを実現するマルチパルスファイバレーザ技術の実証
- トレーサビリティ
- ダイレクトパーツマーキング
- レーザーマーカ
- ファイバレーザ
- 印字品質
近年、安心・安全への社会的関心が高まり、不具合品を市場に出さない品質向上に加え、不具合発生時に迅速な対象の特定を可能とするため、対象部品や製造を管理するトレーサビリティの重要性が増している。一方で、自動車業界を中心に金属対象物へのトレーサビリティを目的とした印字後の熱・研磨処理、塗装処理といった後工程を経ることで印字が読めなくなる課題が顕在化しており、レーザ印字には後工程を経ても消えないより深い印字加工を短タクトで実現する手段が求められている。そこで我々は、金属への深堀印字を行うために必要となるパルスエネルギ、レーザ平均出力を得るために、MOPA(Master Oscillator and Power Amplifier)方式ファイバレーザにてマルチパルス化と入力信号制御技術の開発を行った。その結果、ビーム品質低下原因となる誘導ラマン散乱(SRS)が発生しないピークパワー以下で高いレーザ平均出力(50kHzにて20W)を達成した。また、本技術を用いたレーザマーキング装置にて、高い印字品質を保ちつつ従来手法に対して約25倍の金属深堀印字結果が得られることを実現した。
1. まえがき
近年、安心・安全への社会的関心が高まり、最終製品で発生した不具合に対応するリコールなどに対して製造メーカの社会的責任がより一層問われるようになった。そのため、不具合品を市場に出さない品質向上に加え、不具合発生時に迅速に不具合対象を特定可能とするため、対象部品や製造を管理するトレーサビリティの重要性が増している。特に自動車業界においては、2016年に品質マネジメントシステムに関する国際規格(IATF16949)が制定され、重要部品には部品毎にダイレクトパーツマーキング(DPM)が行われている。また、電子部品においては、偽造防止や製品の歩留り向上を目的に部品にコード印字し管理することも行われている。
トレーサビリティでは、コード(QRコード、ダイレクトコード)を対象物に印字し管理する手法が主流であり、印字する手段には、刻印印字、インクジェット印字、レーザ印字などがある。その中でもレーザ印字は、時間が経っても消えないこと、インクや工具の摩耗などの消耗品にかかるランニングコストが不要であること、段取り替えが簡単で多品種少量生産や早い製品サイクルにも対応可能であることといった利点があり、工業用部品の印字には多く用いられている。
近年では自動車業界を中心に印字対象が増加し、金属対象物への印字後の熱・研磨処理、塗装処理といった後工程を経ることで印字が読めなくなるといった課題が顕在化しており、レーザ印字には、後工程を経ても消えないより深い印字加工を短タクトで実現する手段が求められている。
本報告では、短タクトにて印字品質を保ちつつ、金属深堀印字を実現するために、1パルス当りのエネルギを高め且つ平均出力エネルギを強化したファイバレーザ技術及び搭載したレーザマーキング装置による金属への深堀加工結果の紹介を行う。
2. 従来技術と課題
2.1 従来技術
従来、レーザマーキング装置は、光源として固体レーザが用いられていた。固体レーザは、希土類元素を添加した媒体に対して、ミラー等を使用し光を共振、増幅させレーザを出力する。一般的に、Qスイッチをオンオフすることでレーザを出力する方式が用いられる。固体レーザは、構造上、周囲環境の熱、機械的影響による光軸ズレなどに伴い、出力低下やビーム品質劣化、及びQスイッチやミラー等の耐久性に課題があり、ビーム品質が高く、印字対象に適したレーザ条件を設定できる自由度の高いレーザは困難である。また、構造上半導体レーザ(LD)の常時点灯が一般的に必要であるため消費電力も大きいとされる。
それに対し、光ファイバを増幅媒体とするファイバレーザ光源が開発されている。この方式では光ファイバが小口径コアで真円のためビーム品質が高く、光ファイバが融着され光軸ズレがないため、煩雑なメンテナンスを伴わず長時間の安定したレーザ発振が可能である。これまでに、Qスイッチを用いた発振器方式1)、種光用半導体レーザ(Seed LD)を直接変調しそれを増幅するMOPA(Master Oscillator and Power Amplifier)方式2-4)などが提案されている。MOPA方式は、パルス幅、形状および繰返し周波数に自由度があることが特徴である。構成を以下の図1に示す。
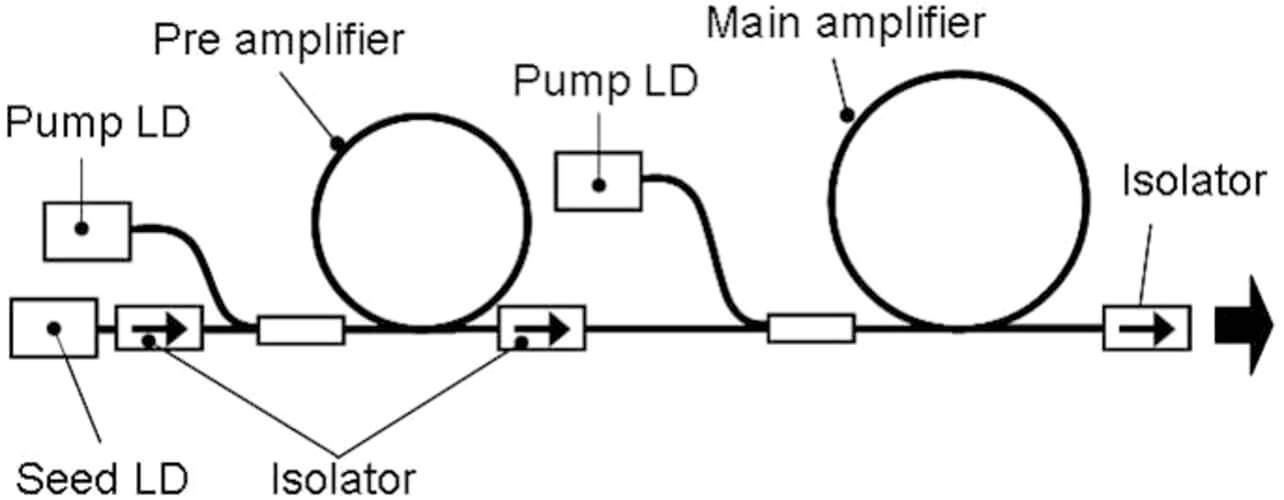
このファイバレーザは、種光用半導体レーザ(Seed LD)のレーザ信号光を多段の希土類添加ダブルクラッドファイバによって増幅することで所定の光を出力する構造である。具体的には増幅ファイバは、励起光で希土類元素がポンピングされた状態に信号光を入射することで誘導され光が増幅される。
レーザの仕様として、完全空冷方式の小型筺体から、最大平均出力20W、最大エネルギ1mJの特性が得られ、繰返し周波数は10kHz~1,000kHzまで可変できる。
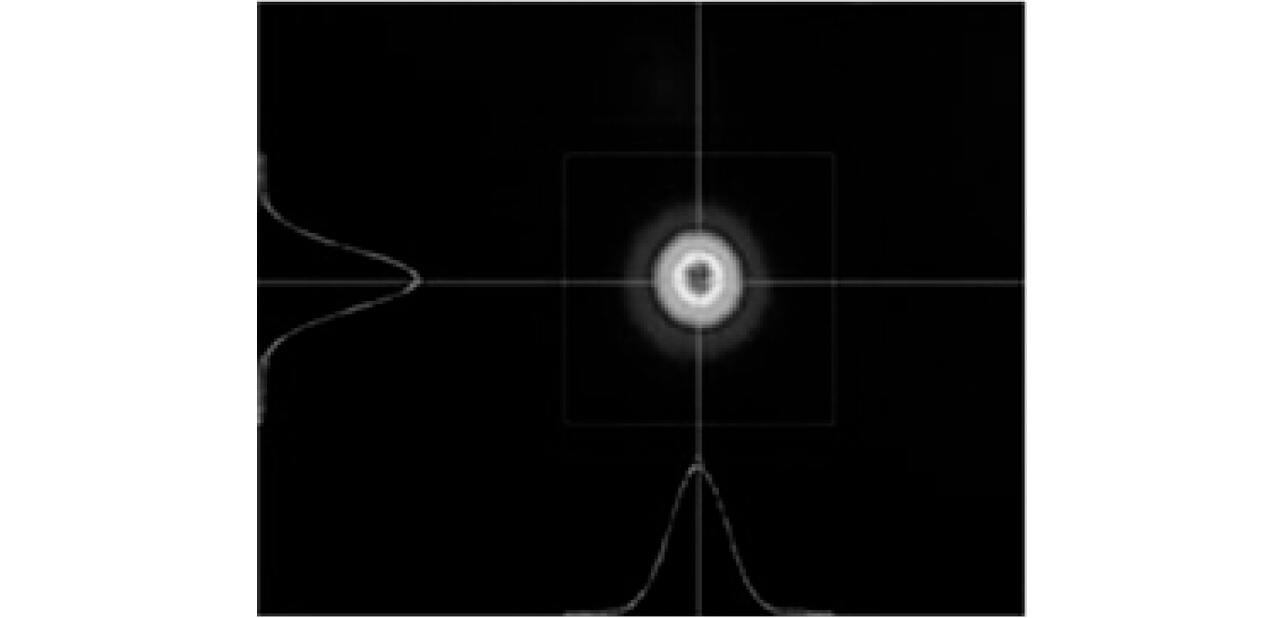
また、出力するビーム品質はシングルモードに近いM2≒1.2、真円度1:1.2以下および非点収差が少ないビーム形状であり、レーザマーキング装置搭載時のスポット径は約φ 50μ m(1/e2)が実現されている。図2に出射ビームプロファイルを示す。
2.2 課題
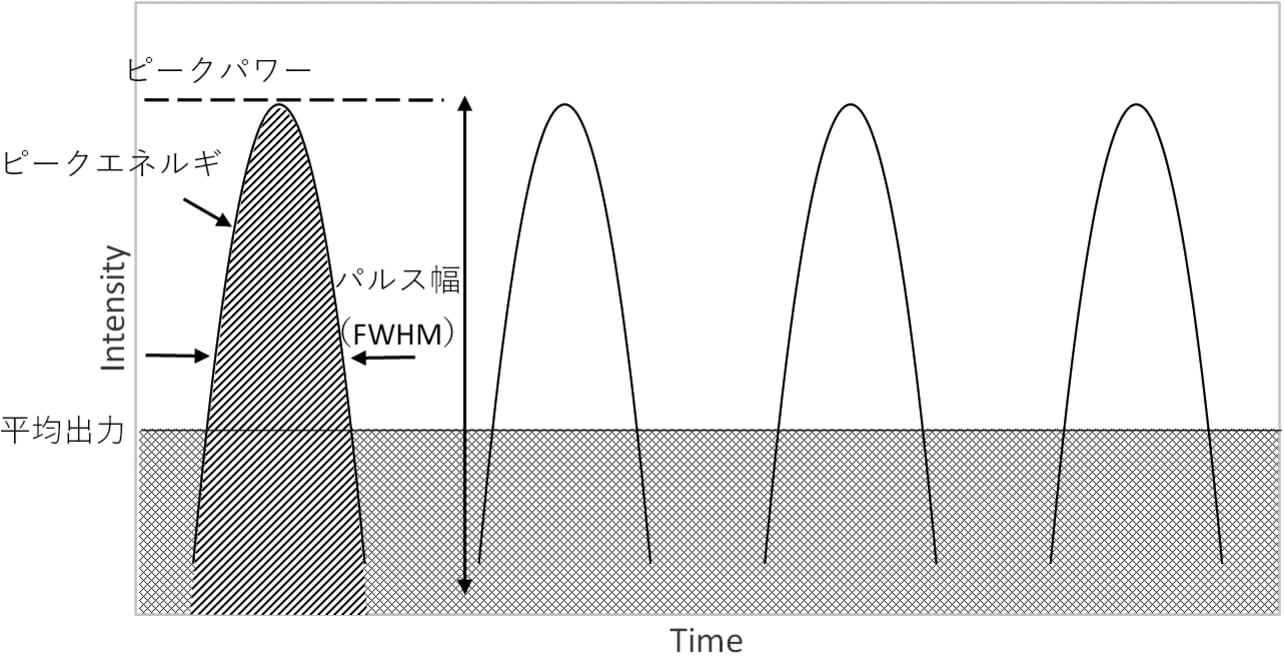
金属に高品質に早く深く印字するためには、ビーム品質を維持しつつ、パルスエネルギを上げる及びレーザ平均出力を上げる必要がある。なぜなら、1パルスあたりのパルスエネルギが高くなることで、レーザを照射した金属表面に留まらず金属内部にまで熱が加わる。これにより、金属溶融現象を引き起こして深く印字することができる。また、レーザ平均出力を高くすることでレーザ照射箇所に連続して熱を加えられ、深堀速度を速めることができる。図3にパルスエネルギとレーザ平均出力の説明を示す。パルスエネルギは1パルスにおけるエネルギであり、パルス強度とパルス幅の積分によって求められる。ここでピークパワーとは1パルスの最大光強度を指し、パルス幅はパルスの半値全幅(FWHM)である。レーザ平均出力は一定時間におけるレーザ出力の平均値であり、パルスレーザでは、パルスエネルギと繰返し周波数の積算となる。
固体レーザではパルスエネルギ及びレーザ平均出力を上げるためには励起光を増やすことが有効な手段となりうるが、熱レンズ効果等の影響により高ビーム品質を確保することが困難である。
ファイバレーザでは、パルスエネルギを上げる場合には繰返し周波数を下げることが有効である。これは、パルス間隔が長くなることで増幅ファイバの希土類元素が励起光でポンピングされる蓄積量が増加することに由来する。しかし、瞬間的なピークパワーも上がってしまうことで、非線形効果である誘導ラマン散乱(SRS)に伴いピークシフトが起きビーム品質が低下してしまう。そのため、低繰返し周波数の場合、SRSが発生しないピークパワーまで励起光量を下げる必要があり、レーザ平均出力も下がってしまう。レーザ平均出力を上げる場合には、増幅ファイバを高出力に対応できる大口径コアを用いることが有効であるが、大口径コアの採用によってビーム径が拡大し、高次伝搬モードが発生するためビーム品質が低下してしまう。その結果、レーザマーカの印字焦点におけるスポット径が大きくなることで微細印字が難しくなり印字品質が低下してしまう。
よって、金属深堀印字には、非線形効果が発生しないように瞬間的なピークパワーを制御しつつ、パルスエネルギもしくはレーザ平均出力を向上させる必要がある。
3. 本研究の内容
金属へ高い印字品質を保ち深堀印字を実現するため、高いビーム品質でパルス制御が可能であるファイバレーザMOPA方式において非線形効果の発生しないピークパワーにて高いパルスエネルギ及びレーザ平均出力を得るための2つの手段を検討した。
- ①
- マルチパルス時の励起光量を上げ、SRSが発生しないピークパワーでパルスエネルギ向上
- ②
- マルチパルス内の各パルスエネルギ制御による平均出力制御でレーザ平均出力向上
3.1 マルチパルス
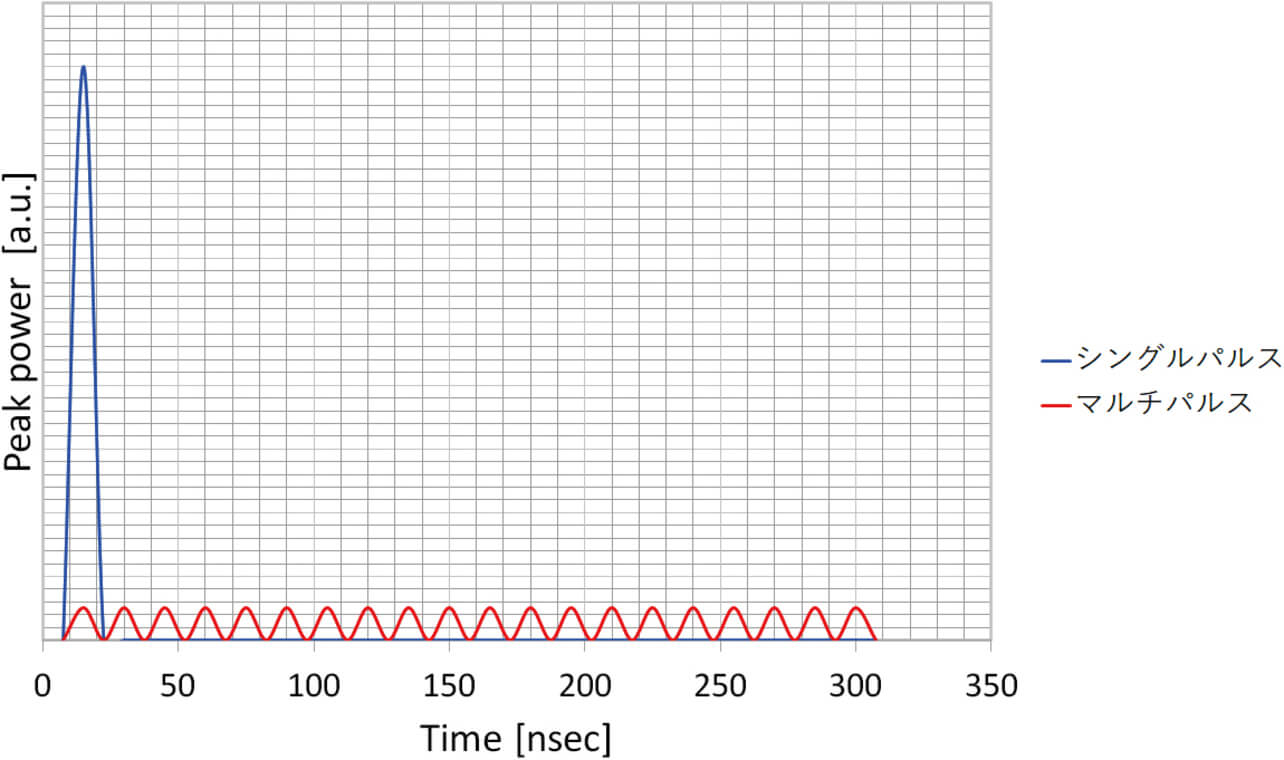
2.2課題に記したようにファイバレーザでは、繰返し周波数を低くさせることによってピークパワーが増大しSRSが発生してしまう。そこでシングルパルスからマルチパルスにすることで増幅ファイバに蓄積される励起光量のエネルギを消費させ、1本あたりのピークパワーを下げる。図4に同じレーザ平均出力でのピークパワーを得るために必要なシングルパルスとマルチパルスのピークパワーを示す。これにより、瞬間的なピークパワーを制御し、SRSを抑制することができる。
3.2 SeedLD最適制御
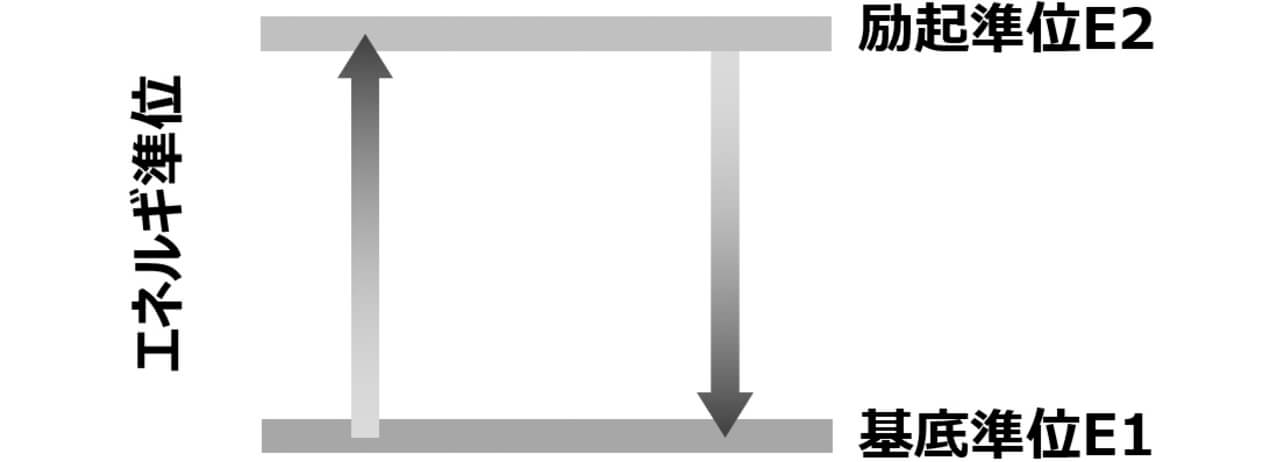
マルチパルス内でのエネルギ増幅制御を最適化することでパルスエネルギ、レーザ平均出力の最大化を実現する。図5に増幅ファイバのエネルギ準位図を示す。基底準位E1の原子(原子分布密度N1)を励起光によって励起準位E2にポンプアップさせ、励起準位E2にある原子(原子分布密度N2)を入射する信号光により誘導放出させることでレーザ光を増幅する。
増幅ファイバによる増幅後の出力Pは、励起準位の原子分布密度N2、信号光量I及び増幅ファイバ固有パラメータF(放出断面エネルギ、結合効率他)を用いてP=I+N2×F×Iで算出できる。パルスエネルギは、主に励起光量と信号光量により制御できるが、nsecレベルのパルス列に対して励起光量の制御は困難であり、信号光量の制御が重要である。
図6に入射する信号光量を直線、曲線に増加させたマルチパルスのパターン例を示す。マルチパルスを構成するパルスを順に、n1, n2, n3…n*とする。図7に図6で示したマルチパルスパターンで算出した各パルス列入光時にパルスn1直前のN2にて正規化した励起準位の原子分布密度N2を示す。励起準位の原子分布密度はn1時が最も大きくなるため、n1の信号光量を小さく抑えて直線的に増加させることでパルス列内のピークパワーを抑えつつ、レーザ平均出力を大きくすることができる。また、パルス列後半のピークパワーを上げるためには、パルス列後半の原子分布密度の確保と十分な信号光量が必要となる。よって、入射する信号光量はパルス列前半を抑えて後半を大きく曲線的に増加させることで、増幅後出力はマルチパルスのパルス毎のピークパワーをSRS発生閾値以下としつつレーザ平均出力をより大きくすることができる。
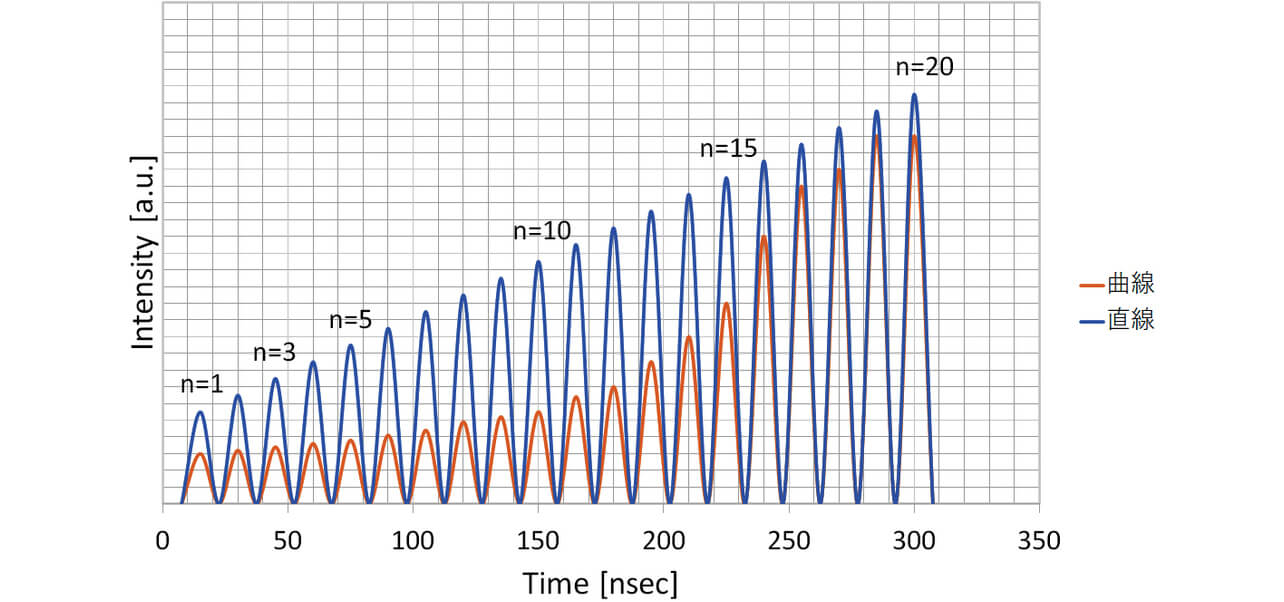
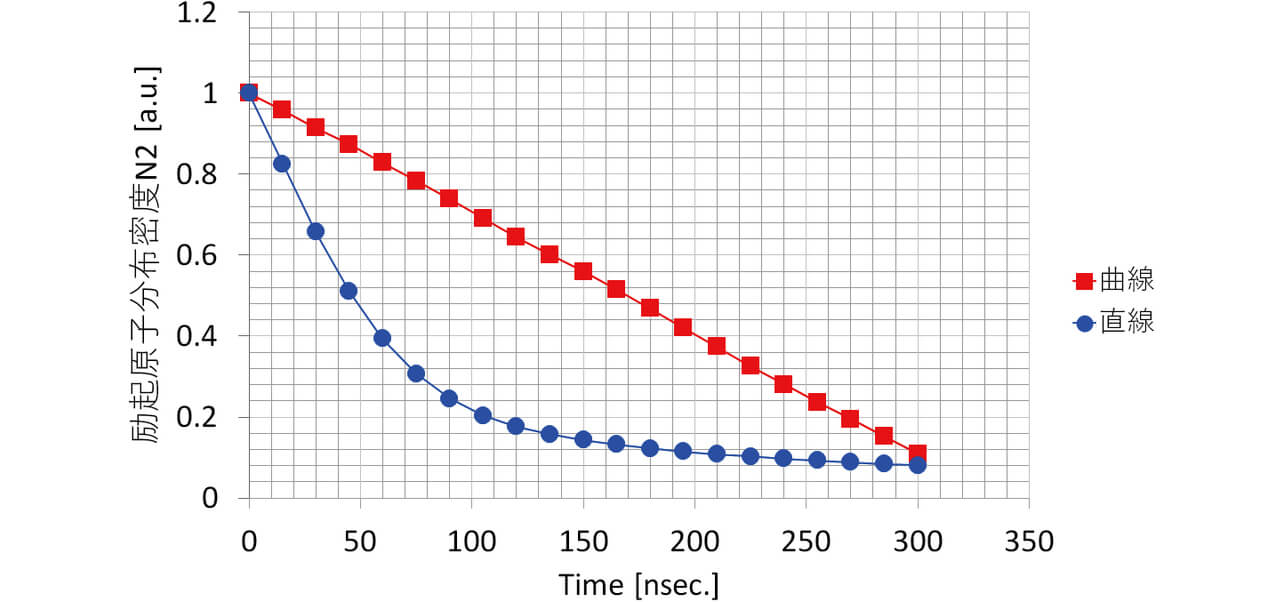
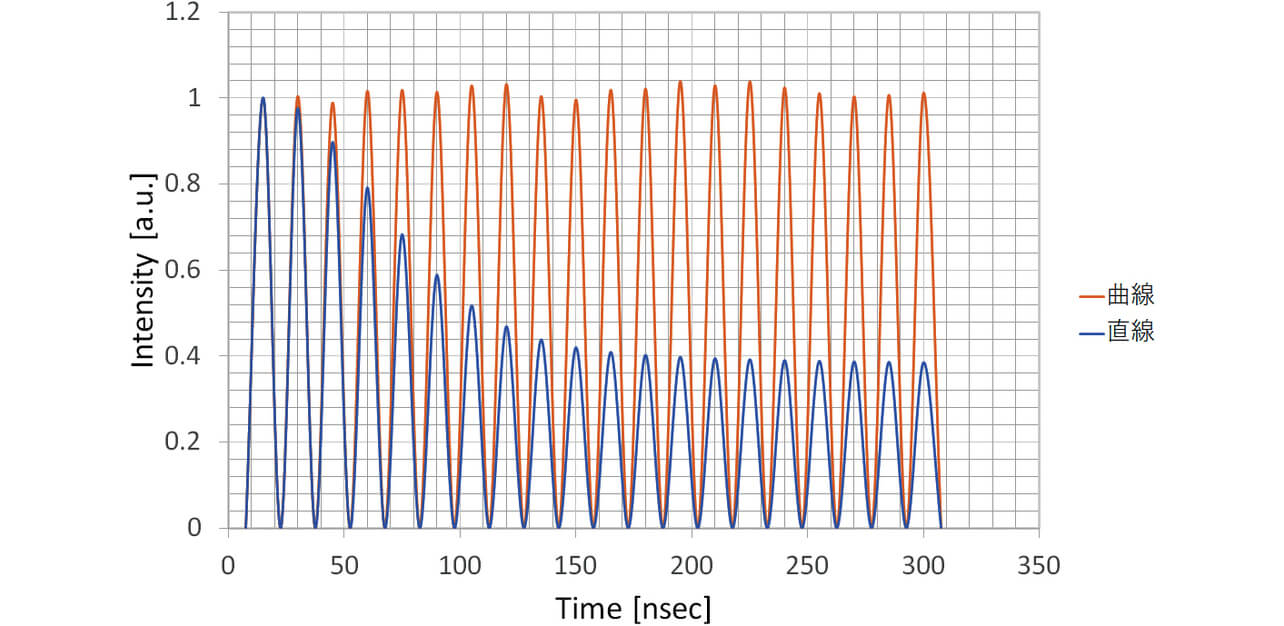
図8に最大ピークパワーで正規化した増幅後出力のシミュレーション結果を示す。
4. 実験結果
4.1 マルチパルスの実験結果
シングルパルスとマルチパルスのそれぞれで励起光量を上昇させ、増幅出力及びSRS発生有無の確認を行った。
図9に繰返し周波数10kHzのシングルパルスにおいて、励起光量を増加させた時の出力光の波長特性を示す。レーザ信号光(1062nm)に対してSRS(1120nm)が発生することで、波長成分が広がっていることがわかる。
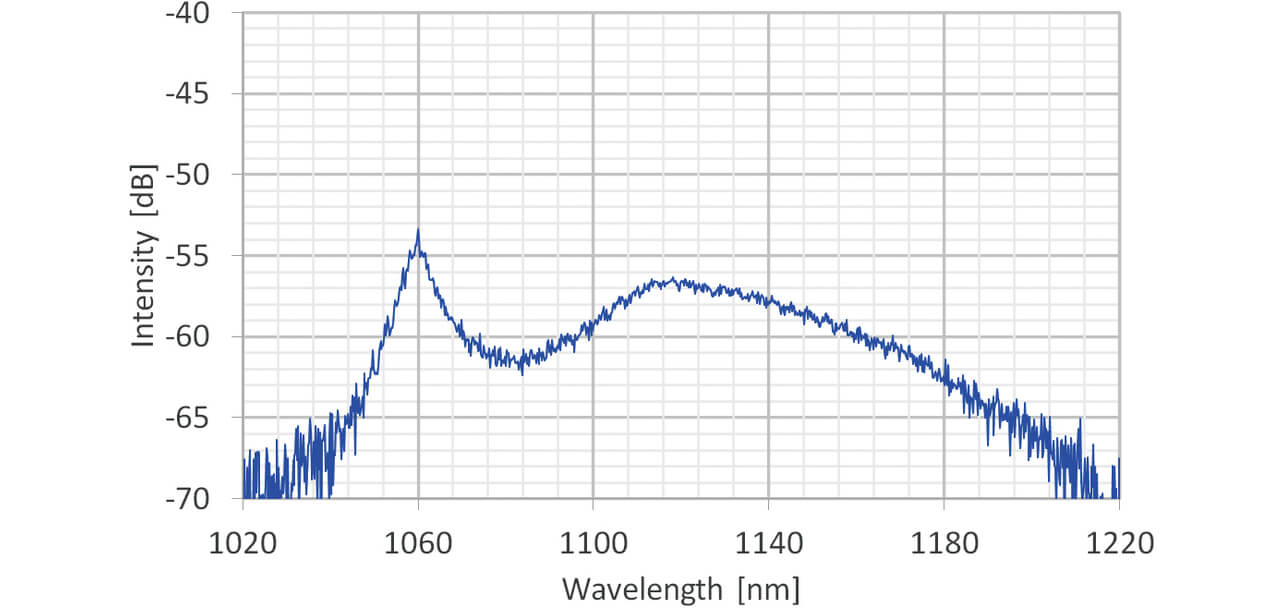
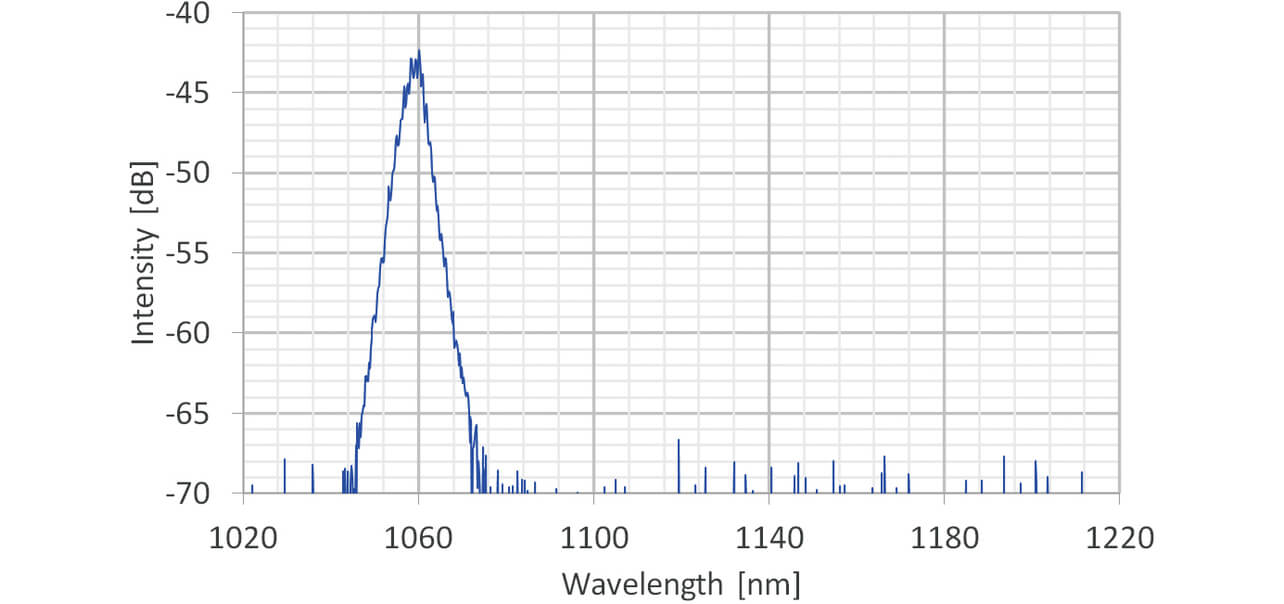
図10に繰返し周波数10kHzのマルチパルスにおいて、励起光量を上記シングルパルス励起光量まで増加した時の出力光の波長特性を示す。レーザ信号光1062nmをピークとする波長のみ観察され、SRSの発生は確認されなかった。
4.2 SeedLD最適制御の実験結果
次に、3.2で示した通りマルチパルスにおける最大のレーザ平均出力を得られるようにマルチパルス波形の制御を行った。単発のパルス幅は7.5±2.5nsである。
図11左図に、増幅ファイバへ導入するマルチパルス信号光量をn1からn*に従って直線上に増加させたSeedLD波形パターン時を示す。この時、増幅ファイバの出力パターンは図11右図のように、n1のピークパワーが大きく、n2以降は徐々に減っていくことがわかる。
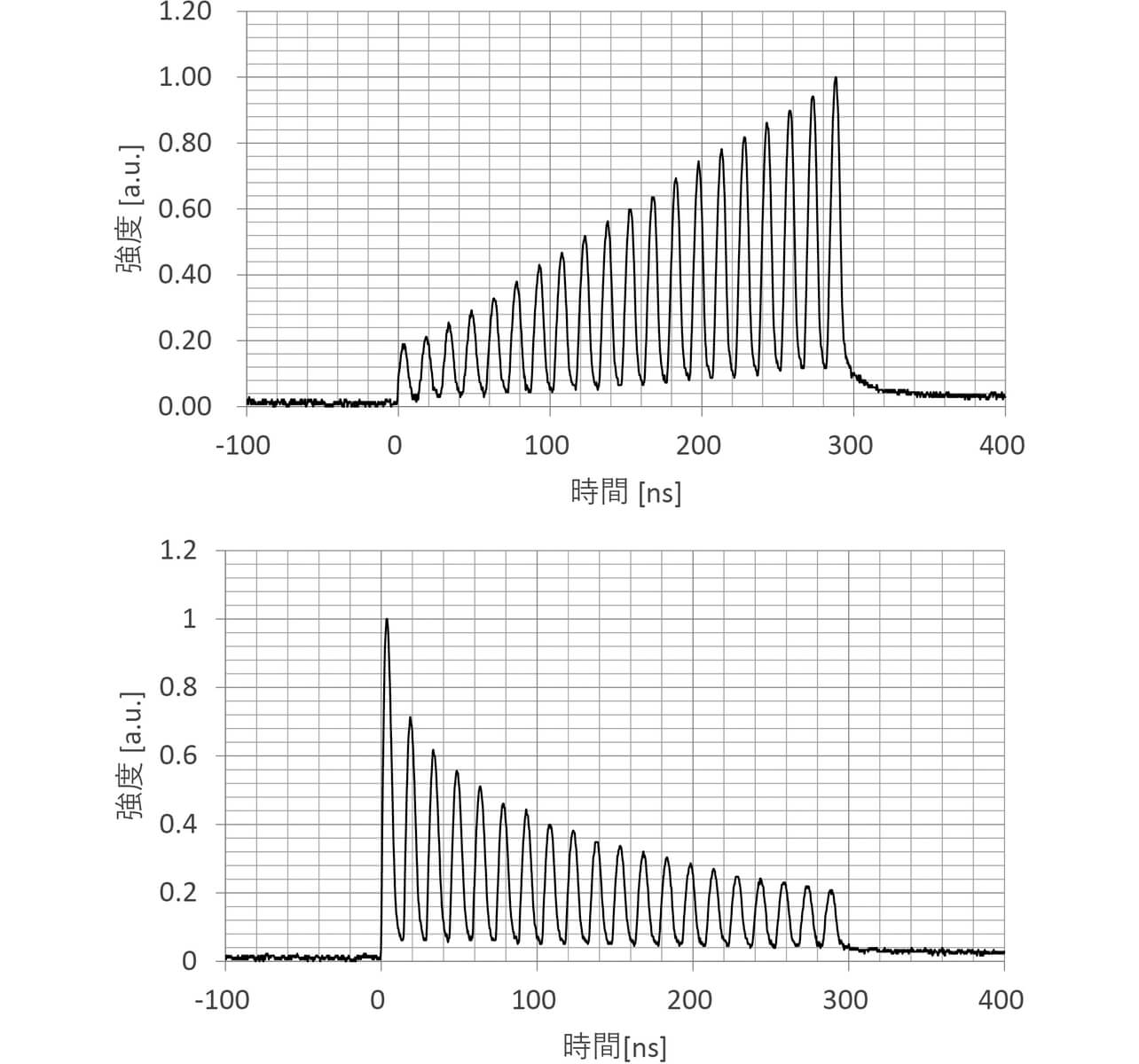
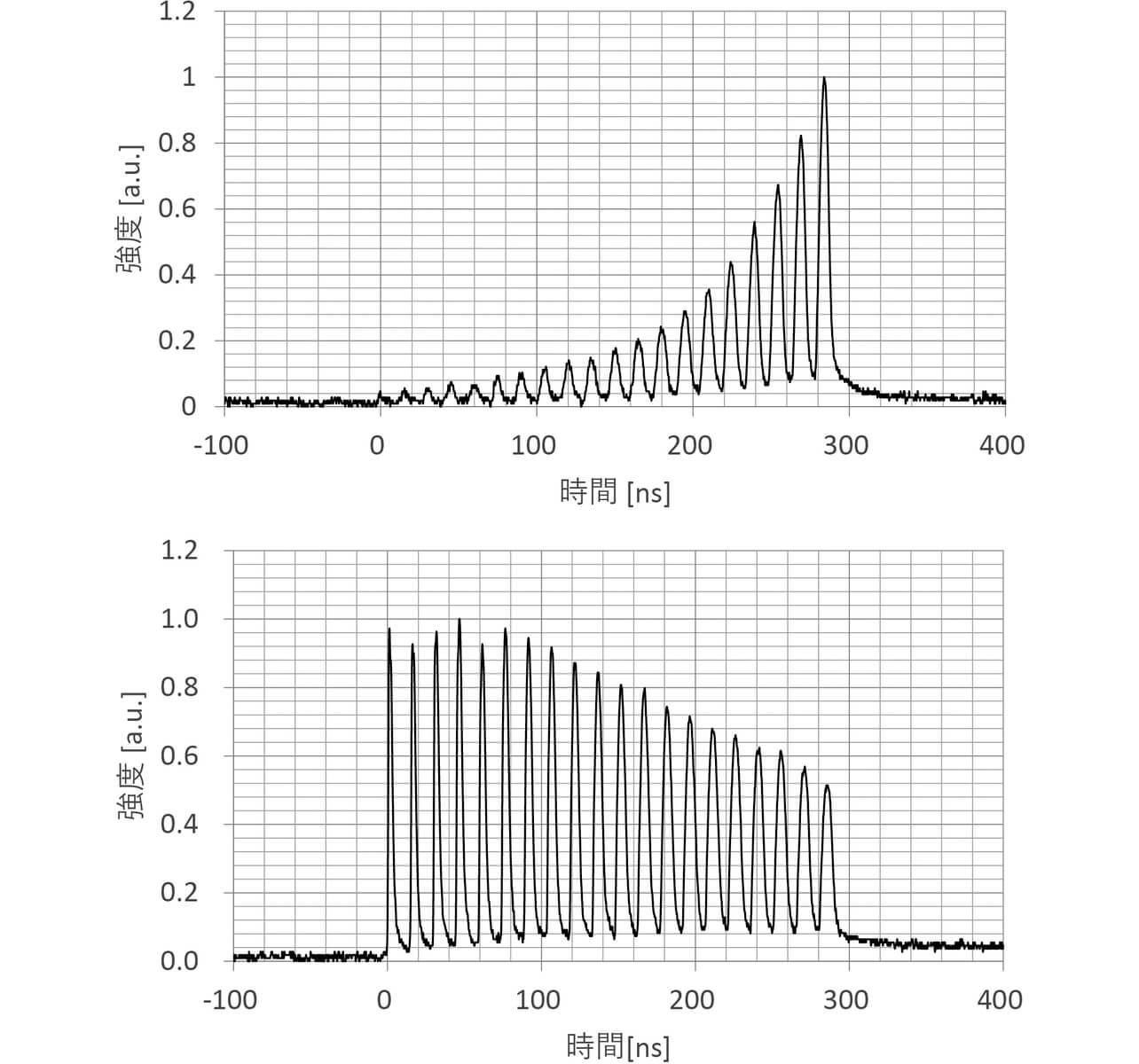
図12左図に、n1の信号光量をさらに抑え、且つ徐々に曲率上に信号光量を増加させていくSeedLD波形パターンを示す。増幅ファイバの出力パターンは図12右図のようにマルチパルス前半のピークパワーを抑えつつ、後半も高くすることができることが確認できた。
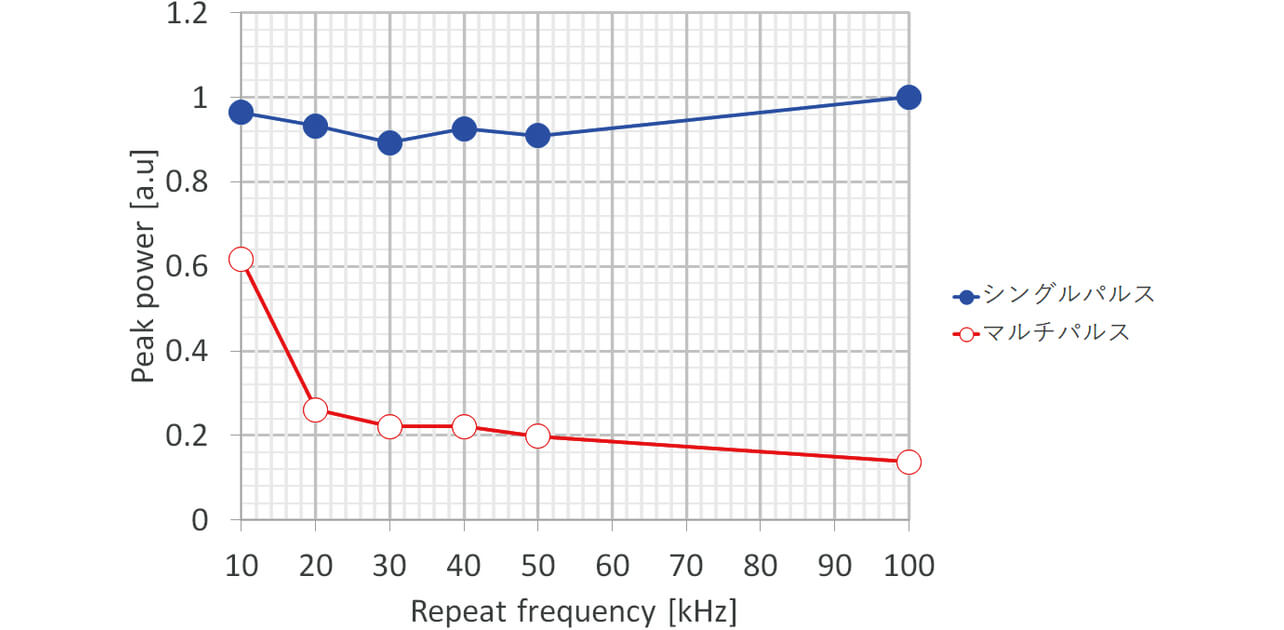
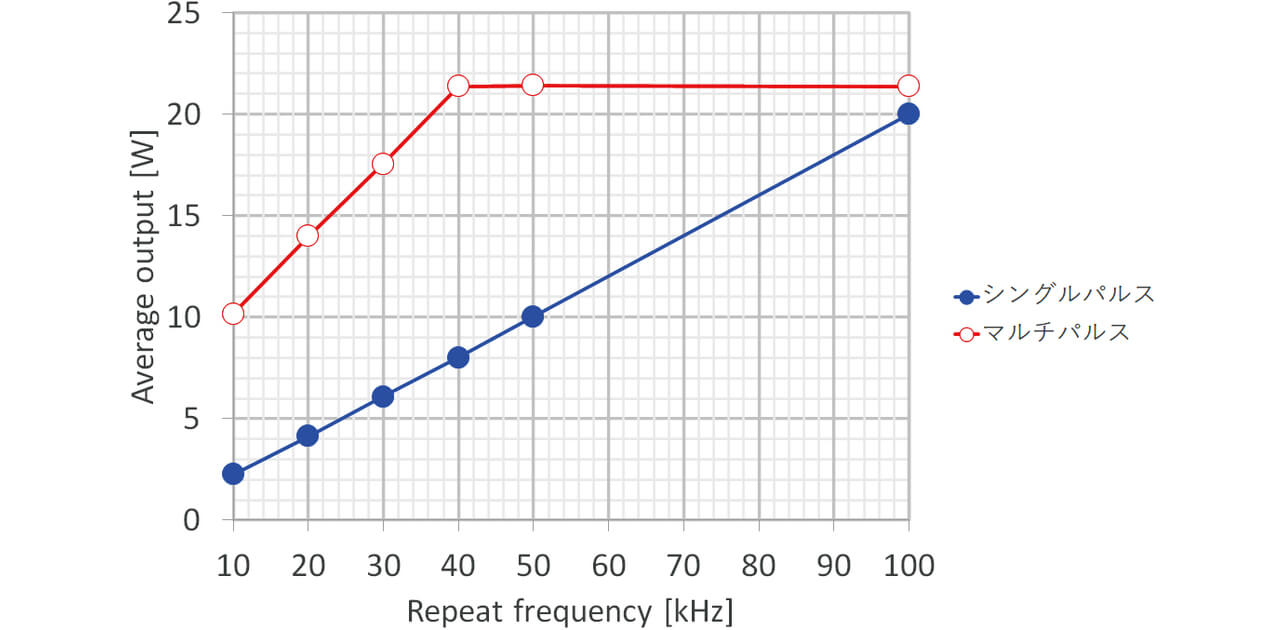
各繰返し周波数におけるシングルパルスとマルチパルスのピークパワー(シングルパルスの最大ピークパワーで正規化)を図13に、レーザ平均出力を図14に示す。なお、本ファイバレーザは構成する光学部品の限界値の関係上、レーザ平均出力上限は20Wである。繰返し周波数10kHz~100kHzにおいてマルチパルスで励起光量を上げることによりピークパワーを抑えつつ、レーザ平均出力を高くすることが出来た。なお、図13に示したマルチパルスではシングルパルスでSRSの発生しなかったピークパワーに対して十分低く余裕があるため、図14に示したレーザ平均出力は更なる向上が実現可能である。
4.3 搭載したレーザマーキング装置での加工結果(深堀)
本検討のファイバレーザを搭載したレーザマーキング装置にて、マルチパルスの深堀性能を自動車業界で取扱いが多い材料であるSUS304、AL(アルミニウム)、ADC(アルミダイカスト)への加工にて検証した。レーザマーキング装置は、ガルバノミラー及び集光レンズにてマーキングエリア160×160mm、ワーキングディスタンス220±10mmの性能を持つ。図15にレーザマーキングの装置の外観を示す。

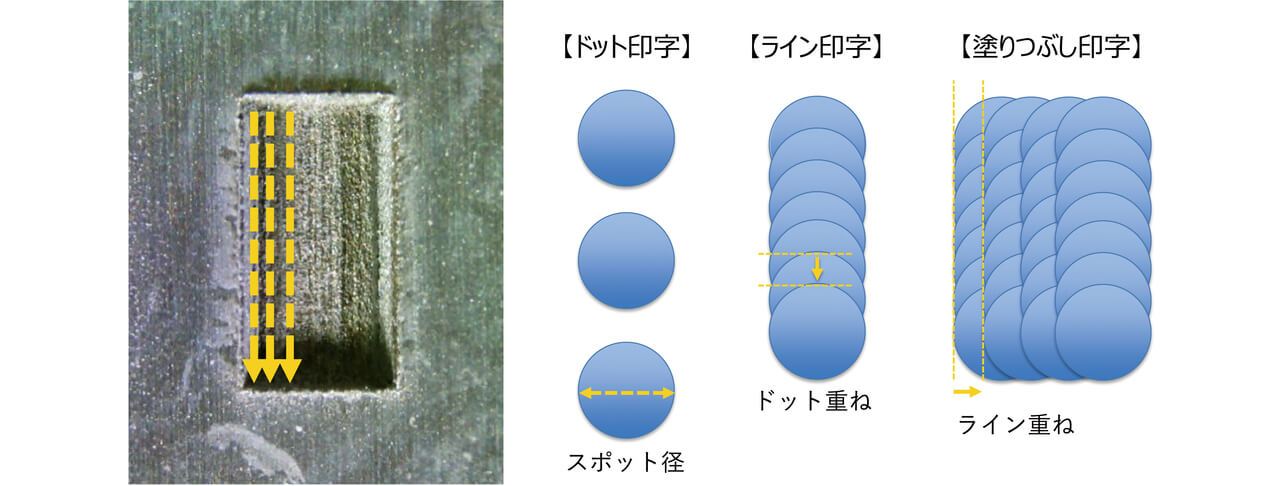
加工検証に使用する印字パターンは、印字深さ測定を光学測定器で測定可能とするため、光の回折影響を受けないアスペクト比1以下になるよう設計し、□2mm×1mmの塗りつぶし加工を行った。加工後の上面からの写真及び印字時のイメージと塗りつぶし印字の概念図を図16に示す。
各材料(SUS304,AL,ADC)に対して繰返し周波数50kHzにおけるレーザ印字加工回数と印字深さの関係を図17に示す。シングルパルスでの加工結果に比べて、マルチパルスでの加工では、各材料ともに約25倍の深堀結果が得られた。これは、マルチパルス化によりピークエネルギーを高められることに加え、nsecレベルの連続的なレーザ照射で深さ方向へも熱が伝わることで深堀が可能になっていると考えられる。
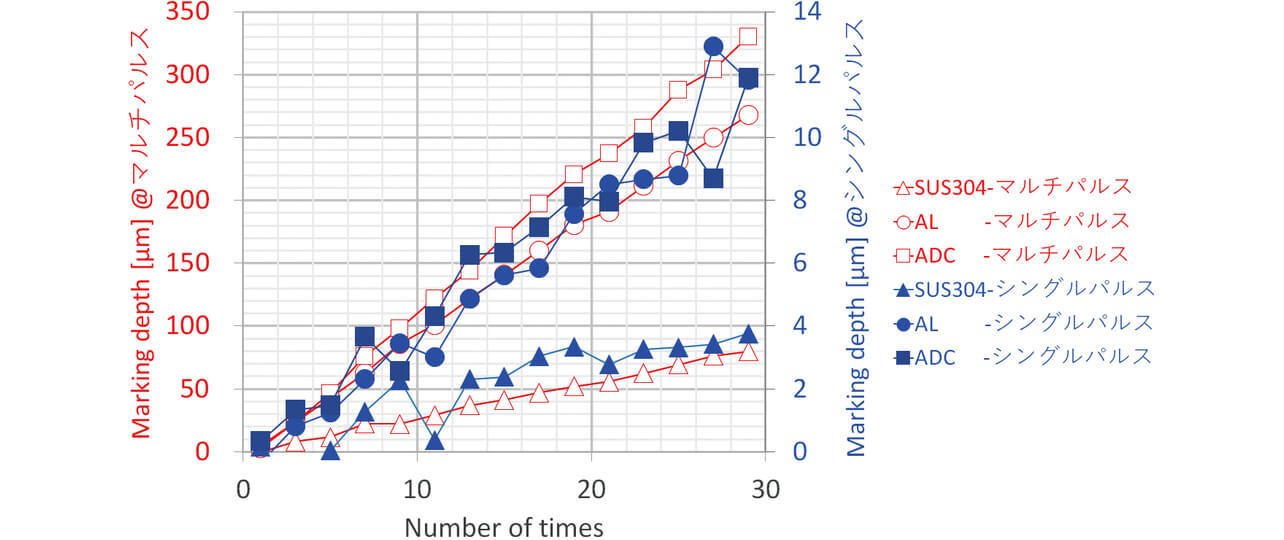
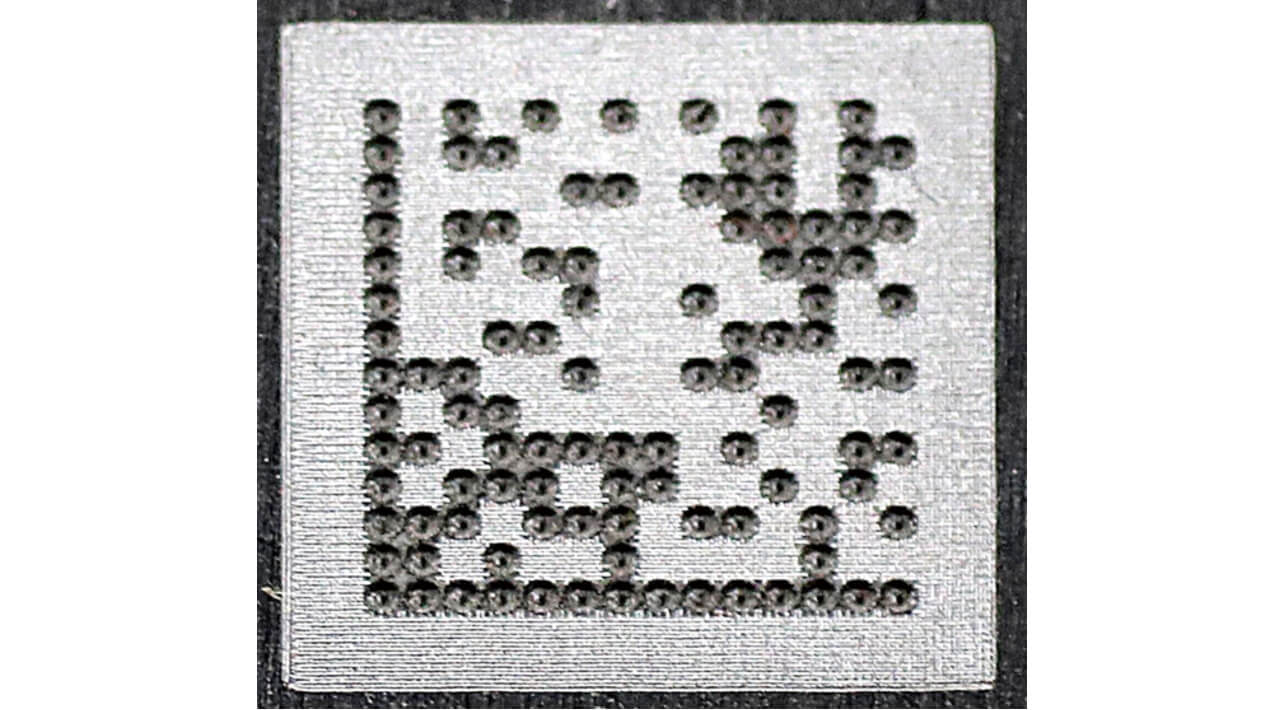
図18に上記レーザマーキング装置でAL基材へコード印字(データマトリクス、7.0mm角、14×14セル)した結果を示す。コード検証機LVS-9585にてISO/IEC 29158で定められた条件にて印字品質を確認した結果、最も品質グレードが高い総合グレード4.0であることを確認できた。
5. むすび
金属に高品質な深い印字を短タクトで実現することが求められているレーザ印字において、レーザのビーム品質を維持しつつ、パルスエネルギ及びレーザ平均出力を上げる必要があるが、短パルスでの非線形効果によるビーム品質低下を引き起こす問題があった。
我々はファイバレーザMOPA方式において、低繰返し周波数におけるマルチパルス化と入力信号光制御により、誘導ラマン散乱(SRS)が発生しないピークパワー以下に抑え高レーザ平均出力化を行うことで、従来手法に対して約25倍の金属深堀印字結果を得た。
今後は、更なる高出力化、短パルス化を検討することで、金属への深堀タクトを向上する技術を検討する。
参考文献
- 1)
- Alvarez-Chavez, J. A.; Offerhaus, H. L.; Nilsson, J.; Turner, P. W.; Clarkson, W. A.; Richardson, D. J. High-energy, high-power ytterbium-doped Q-switched fiber laser. Opt. Lett. 2000, Vol.25, No.1, p.37.
- 2)
- Vu, K. T.; Malinowski, A.; Richardson, D. J.; Ghiringhelli, F.; Hickey, L. M. B.; Zervas, M. N. Adaptive pulse shape control in a diode-seeded nanosecond fiber MOPA system. Opt. Exp. 2006, Vol.14, No.23, p.10996.
- 3)
- Morasse, B.; Chatigny, S.; Gagnon, E.; Sandro, J. P.; Desrosiers, C. Enhanced pulseshaping capabilities and reduction of non-linear effects in all-fiber MOPA pulsed system. Photonics West. 2009, p.71951D.
- 4)
- 中野文彦.“ファイバレーザのフレキシブルパルス制御とそのマーキング加工等への応用”.レーザ学会学術講演会第32回年次大会.2012, 01pV5.
本文に掲載の商品の名称は、各社が商標としている場合があります。