














IoT技術によるシート検査装置から得られるデータの新たな現場活用手段
- シート検査装置
- 品質管理
- BI
- 状態基準保全
- IoT
近年モノづくりの現場では、「モノづくりの高度化・複雑化」や「熟練者不足」といった各国共通の課題に対して、IoT技術を活用し製造現場のデータを収集し、それらを分析することで、これらの課題解決を行う取り組みが盛んに行われている。高機能フィルム業界や製紙業界においても同様の課題・取り組みが続けられている。
我々オムロン株式会社 検査システム事業部では、従来からマルチウェーブセンシング技術により複数の光源から最適な波長を検査対象に照射し、検査対象の状況をラインカメラにて撮像し、正常領域(地合)と異常領域(欠陥)を検出・分類するシート検査装置を販売しており、多くのモノづくり現場で、不良製品の流出防止へ貢献している。
本稿では、シート検査装置を欠陥判別装置として使用するだけでなく、IoT技術を利用し検査装置の安定稼働の監視、検査の妥当性の検証、製品品質の向上など、現場改善にまで導くオムロン独自の新たなサービス(MONOSASHiサービス)を提案する。
1. まえがき
付加価値の高いモノづくり、高品質や安定稼働を追求する製造業では、グローバル競争や新しい技術の変化への対応が求められている1)。昨今の製造業を取り巻く環境は、ドイツのIndustrie4.0や米国のインダストリアルインターネットコンソーシアム2)によって、「IoT(モノのインターネット)技術」の飛躍的進化や「ロボティクス技術」「AI(人工知能)技術」など、製造現場の変化を実現する技術革新の動きが始まっている。国内でもインダストリアル・バリューチェーン・イニシアティブ3)といった協議会が立ち上がり、製造業においても、ロボットやIoT対応、情報化に対する取組が進んでいる。モノづくりにおいても、多品種少量生産による「個のニーズへの対応」、データ活用による工場マネジメントの進化による「モノづくりの高度化・複雑化」、生産拠点の多極化による「グローバル生産体制の定着」、熟練者人材不足や人件費高騰といった人の変化による「自動化ニーズの増大」などの大きな変化への対応力が求められている。つまり、モノづくりの進化や市場のニーズの変化に対応していくには、進化する最新技術の活用が重要になってきている。
検査システム事業部では、これらモノづくりへ貢献するために、カメラを利用した検査装置を販売しており、基板実装後のはんだ接合部や部品を検査する外観検査装置(AOI)4)や、X線を利用したCT型X線基板検査装置4)、また、二次電池やディスプレイに用いられる高機能フィルムや無地シートの表面欠陥を高速・高精度で検査するシート検査装置5)を取り扱っている(図1)。

本稿ではシート検査装置に着目し、単なる欠陥判別装置として使用するだけではなく、IoT 技術を利用し「検査装置の安定稼働の監視」、「検査の妥当性の検証」、「製品品質の向上」など、現場改善にまで導くオムロン独自の新たなサービス(MONOSASHiサービス)を提案する。
2.課題
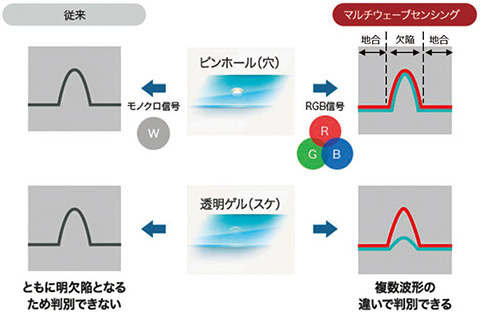
我々のシート検査装置では、近赤外・紫外など複数の光源を保有しており、これらの光源の中から検査に最適な波長を選択し検査対象に照射している。そして、検査対象の状況を1ラインずつ撮影するラインカメラにて撮像し、独自のアルゴリズムを駆使することで、高い検出力と高度な判別性能を実現する「マルチウェーブセンシング技術」を利用している。これにより、検査対象の正常領域(地合)と異常領域(欠陥)を検出・分類することで検査を行っている(図2)。
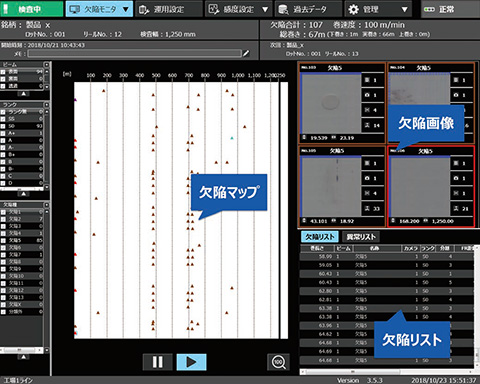
装置から得られた検査結果は、図3に示すように欠陥を一覧表示する欠陥リスト、1ロットについて検査開始から検査終了までの欠陥発生位置を図示した欠陥マップ、および欠陥リストや欠陥マップに付随する欠陥画像や、欠陥の特徴を示す特徴量の出力など、主に欠陥を中心とした情報出力をしている。
しかし、これらの情報は製品一巻き(ロール)単位の情報出力であり、製品の検査結果としてどのような欠陥がいつ・どの位置で発生したかという情報のみを出力しているため、なぜそのような欠陥が発生したのか、予兆はなかったのかなどの情報をつかむことはできない。また、予兆を捉えるためには時系列の変化を確認する必要があるが、現システムではロール単位ごとのOK/NGの情報しか持っておらず、時系列に確認するためにはユーザが手作業でまとめなければならない。さらに、ロール内の製品状態の変動を管理する機能も持っていないため、ユーザが現場の改善活動を行うためには非常に使いづらい情報となってしまっていた。以上から、モノづくりを進化させるために、ユーザの現場改善活動へシート検査装置を活用していこうとするには、現状の断片的な検査結果の情報利用だけではなく、以下の課題解決が必要であると考える。
- (1)複数の検査装置から得られる、時系列な品質情報を集約し一元管理できること
- (2)一元管理された情報から正常な状態(良品状態)を定量的に表示し、検査の妥当性が確認できること
- (3)ユーザごとに異なる現場改善活動に対して、柔軟に画面表示手段や表示内容を変化させることができること
3.検査装置データを活用するための解決策
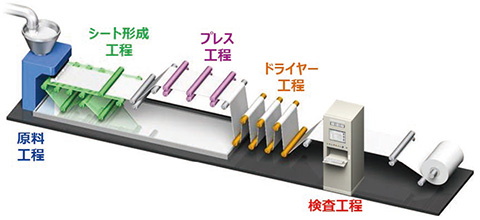
高機能フィルムの製造工程の一例を図4に示す。シート検査装置は製造工程の最終工程に位置づけられるため、検査装置から得られる品質情報は製造工程に依存して変化していると考えられる。従って、シート検査装置から得られる良品情報、欠陥情報、装置本体の情報、必要によりユーザ操作などのイベント情報などを収集することで、それらのデータをシート検査装置だけに利用するのではなく、製造工程に起因する課題の要因特定や予兆管理など製造ラインの状態判断に利用することで、ユーザの生産活動、品質改善活動に活用できると仮説化した。
3.1 品質情報の集約
このようにシート検査装置から得られる品質情報を新たに活用するためには、まずこれら検査装置から得られる品質情報を、検査実施中の有無に関わらず並行して一元集約する必要がある。そこに、IoT 技術を適用する。具体的には、これまでスタンドアロンとしてネットワークから分離されてきたシート検査装置をLAN(ローカルエリアネットワーク)に接続する。そうすることで、複数の検査装置の品質情報を検査に影響させることなくビッグデータとして一元管理することができるようになり、これらのビッグデータの分析を行うことで、複数の生産ラインの状態判断に利用することが可能になる。将来的にはクラウドコンピュータサービスを活用することで工場間の生産ラインの状態判断も可能になると考える。
3.2 検査の妥当性の見える化
現状の検査工程において、シート検査装置は製品の異常部分である欠陥を検出することのみに利用するため、ほとんどの良品部分のデータは使われていない。しかし、良品部分のデータと、欠陥部分のデータ、それらに加えて検査のしきい値情報を収集し可視化することができれば、良品と欠陥がどれだけ異なるのかという差異を確認することができる。さらに、検査のしきい値を比較することで、検査が正しく行われているかどうかを客観的にかつ定量的に確認することができる。
例えば、多品種少量生産においては、それらをロットごとに比較することで、良品箇所含め、前回と同じ生産が実現できているかを確認することもできる。また、新しい生産品種の立上げにおいても、良品のばらつき具合と、検出させたい欠陥のばらつき具合を比較することで、最適な検査しきい値を視覚的に決めることができる。
これまでは、欠陥の発生傾向について、同一ロット内では欠陥マップを表示させることで、欠陥の発生位置を確認できていたが、これを複数のロット間に広げ、発生位置に基づいた統計情報と組み合わせることで、発生起因となる工程を特定する手助けとなることもできる。
他にも、検査装置からの情報を活用することで、グローバルでの生産体制の定着、新銘柄の立上げ、また、カン・コツ・経験での改善活動から定量的な分析判断による改善活動への進化に貢献できるように考えている。今後AI技術を活用することで、欠陥を発生要因ごとに傾向管理して、生産工程の要因特定や予兆管理を容易にすることで、オペレータの習熟ばらつきに左右されにくい工程管理情報を提供する、工程監視装置へと進化できると考えている。
3.3 ユーザインタフェースの柔軟性
このように収集蓄積したデータをビッグデータとして扱い、ユーザの抱える改善活動の課題解決の糸口として活用するためには、次のような可視化機能が必要と考える。
(1)生産情報の分析とその可視化
- ロット単位での欠陥リストや、欠陥位置を示すマップ機能だけでなく、ロット内にとどまらず、日単位、月単位、年単位での発生位置・頻度・度合などを分析、可視化する機能。
(2)良品状況の常時可視化
- 欠陥が発生せずとも検査状態をモニタリングし、良品度合いや生産状態を確認することができる可視化機能。
(3)メンテナンス状況とハードウェア情報の可視化
- ハードウェアごとに定められた交換時期などの定期的な判断だけではなく、最適なタイミングで必要なメンテナンスを実施可能にするための可視化機能
しかしながら、これらの可視化情報はユーザの製造工程や改善活動内容に依存し、ユーザごとに効果的な見せ方が存在すると考えられるため、柔軟に変更できる必要がある。そのため、これまでのような標準システムとして検査装置に組み込みユーザインタフェースを固定してしまうと、ユーザごとにカスタマイズが必要となり仕様検討から詳細設計を個別に都度行う必要が発生し、大幅な時間もコストも発生してしまう。これを解決するために、最新のIoT技術のひとつであるBI(Business Intelligence)ツールを利用する。BIツールの利点である柔軟な可視化機能とデータ分析機能を活用することで、ユーザごとのカスタマイズを容易に行うことができる。その結果、ユーザごとに必要なコンテンツやグラフ表現をすばやくタイムリーに提供することができる。
4.解決策の実現と提供手段
4.1 実現手段
図5に提案するシステム構成を示す。図に示すように、各シート検査装置をローカルエリアネットワーク(LAN)に接続する。そして、ビッグデータを収集し、データを蓄積・分析し、可視化する役割を担う統合管理サーバを設置する。これにより、同一工場内の複数の検査装置から各種データの収集を行うことができる。ここでのLANとは統合管理サーバを起点としたローカルエリアネットワークを意味しており、社内LANや外部ネットワーク接続が必ずしも必要であることを意味するものではない。統合管理サーバから、LANを経由して各検査装置へアクセスをおこない、検査結果データだけでなく装置情報データを含めたビッグデータの収集を定期的に行う。
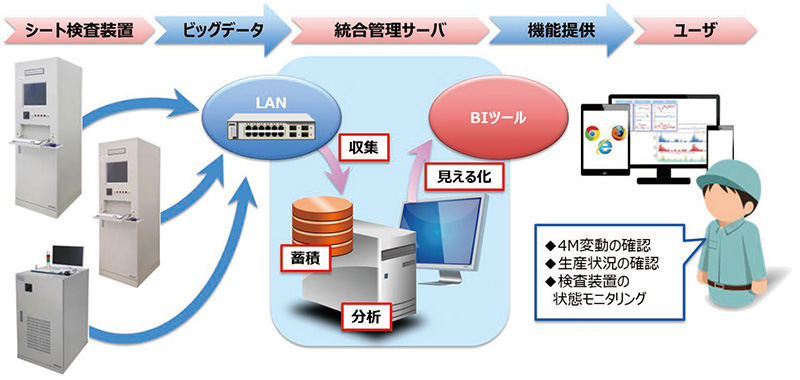
収集されたビッグデータは雑多なデータの集まりであるため、このままの状態で蓄積を行ってしまうとデータの分析や可視化に利用するには多大な時間を要してしまう。そこでこれらの収集されたビッグデータから、価値あるデータを抽出し、分析・可視化を行いやすいデータへと体裁を整え蓄積を行うこととした。そして、これらビッグデータの分析と見える化には、BIツールを利用する。表示される画面はコンテンツとして提供を行う。そのようにすることで、出来上がった確認用のコンテンツをWebブラウザ上からアクセスすることができるため、将来はこれらのコンテンツをクラウド上で取り扱うことにより、時間や場所に制限されることなくシート検査装置の活用を行うことができる可能性がある。
4.2 提供手段
3.3章で述べてきたように現場改善活動において解決したい課題はユーザごとに異なり、それぞれの分析手段も確認手段もユーザごとに多種多様になると考えられる。それらに対して、これまでのようなひとつの標準システムへ組み込むことを考えた場合、個々のユーザが必要とするUI表示や分析手法をすべて実現することができるようなアプリケーションが必要となり、システムが大規模かつ複雑となってしまう恐れがあり最悪の場合、改善活動の足かせとなってしまう可能性がある。そこで、我々の提案するIoTシステムは、容易にカスタマイズ可能な画面を有するコンテンツとして以下の3つの観点に絞って提供することを考えた。
- (1)検査基準づくり
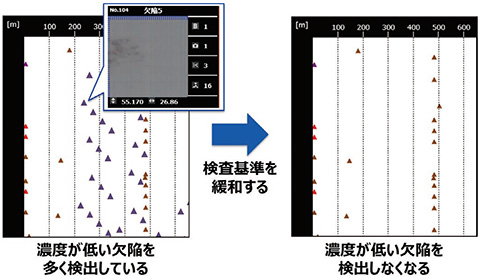
これまでユーザは検査基準をつくろうとした場合、発生した実欠陥もしくは、模擬的に作成した欠陥を元に、検査基準の設定を行っている。欠陥の大きさなどの数値については、明確な基準が設定されていることが多いが、欠陥の濃さや色など数値化しにくい基準については、欠陥画像を見ながらカン・コツ・経験に基づく検査基準設定を行うこともあった(図6)。
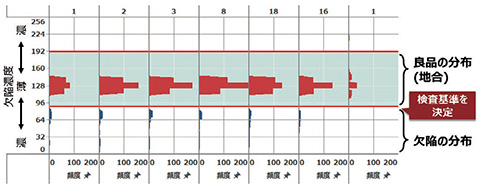
その結果、検査基準の妥当性を説明することが難しかった。そのような課題に対して、良品状態と欠陥状態を時系列で可視化するコンテンツを提供する。時系列に良品の分布と不良品の分布を可視化することによって、検査基準をどの位置に設定するか、事実データをもとに決定することを可能とする(図7)。 - (2)4M変動監視
検査の変動つまり4M(Man、Machine、Material、Method)変動を確認することで、現場の改善活動を行うことは多くある。これまでの検査装置では、時系列に品質情報をユーザへ提示する手段を保有していなかったため、4M 変動を確認しようとするとユーザが手作業で品質情報の比較を行ったり確認ツールを作成したりする必要があった。そのような課題に対して、欠陥情報だけでなく良品情報も活用して製品の品質情報を時系列に可視化させることで、4M変動の確認へつながる製品の品質状況を容易に把握することを可能とする。 - (3)状態基準保全(CBM)
検査装置のハードウェアの状況をモニタリングする場合、定期点検のように時間で区切ったタイミングでメンテナンスを実施することが多い。このメンテナンスのタイミングは、期間を短くすると過剰なメンテナンスとなってしまい、逆に伸ばすとメンテナンス前に故障してしまったりと、実際にメンテナンスが必要な正しい時期がわからず、ムダなメンテナンスを実施してしまっていたり、定期メンテナンスのタイミングで必要なメンテナンスを行えていない課題があると考えられる(図8)。
そのような課題に対して、検査装置の部品劣化度合いを常時モニタリングすることにより、必要な部品に対してメンテナンスを行うことができ、正しい検査装置の運用を可能とする。
これらのコンテンツをMONOSASHiサービスとしてユーザへ提供することにより、ユーザごとに最適なデータの見せ方や、分析手段を提案し提供することができる。また、すでに稼働しているシート検査装置に対しても接続してサービスを提供することができるため、検査装置の世代を超えて一元管理することも可能となる。このように、シート検査装置を通じて「不良をつくらない良品起点のものづくり」に貢献することができる。
5.効果検証
顧客の製造ラインで稼働しているシート検査装置へMONOSASHiサービスを適用し、現場改善活動につながると考えられた事例を紹介する。
5.1 検査基準づくり
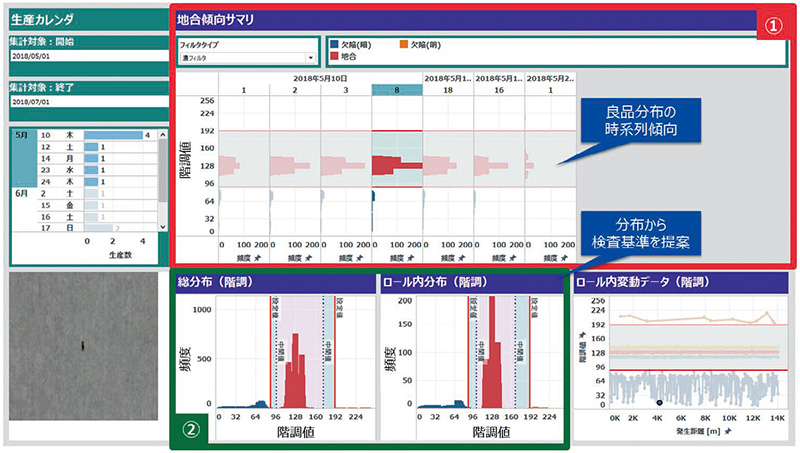
検査基準づくりコンテンツにより、ユーザの検査状態から、検査基準の推奨値を提案した事例を示す。ユーザへ提供したコンテンツを図9に示す。図9①の地合傾向サマリに示すように、良品箇所(地合データ)と欠陥箇所を定期的に取得し、それらの分布をヒストグラムで表現しロールごとに可視化している。時系列に確認すると良品箇所(赤色)の変動は安定しており検査基準内に収まっているが、欠陥箇所(青色)の変動が検査基準に近寄っていることがわかり、このままの検査基準では未検出による欠陥見逃しが発生するおそれがあることが分かった。そこで、全体のヒストグラム分布と対象のロールに対して詳細を確認した結果(図9②の総分布およびロール内分布)、良品箇所分布の端と欠陥箇所分布の端は分離しており、その中間へ検査基準を設定可能であることが分かり、ユーザへ推奨値として中間値を提案することができた。その結果、未然に未検出による欠陥見逃しを回避することができた。このように、良品箇所の変動と検査基準との関係性をひと目で確認することができ、これにより、事実データをもとにして検査基準の設定や変更を即座に行えることが検証できた。
5.2 4M変動監視による製造状況の確認
4M変動監視コンテンツを利用して製品の製造状況を日々確認するなかで、製造状況の変化に気づき改善の起点となった事例を示す。
図10①に示すように、収集された製品品質情報をユーザが必要とする情報へ自動で変換し、時系列にグラフ化している。このようにすることで、これまで日々の製造状況を確認するために行っていたユーザによる手作業や、独自のシステム構築を不要にすることができた。さらに、製品の品質指標となるKPI(Key Performance Indicator)を設定することにより、指標にもとづいた製品品質の確認や改善活動へのきっかけとすることができた。
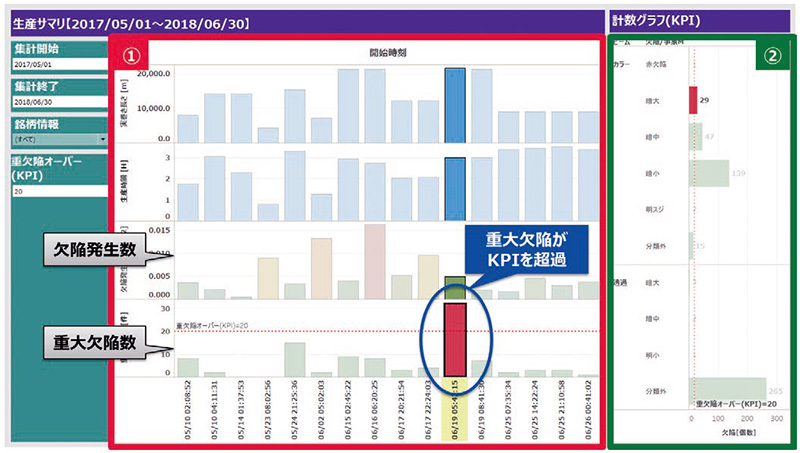
今回、品質情報である重大欠陥数がKPI を超えた製造ロールが発生したことがわかり、検査結果を詳細に深掘りする分析を行った。まず、検査結果全体を確認することができる検査結果ビューアーを表示させ確認した(図11)。
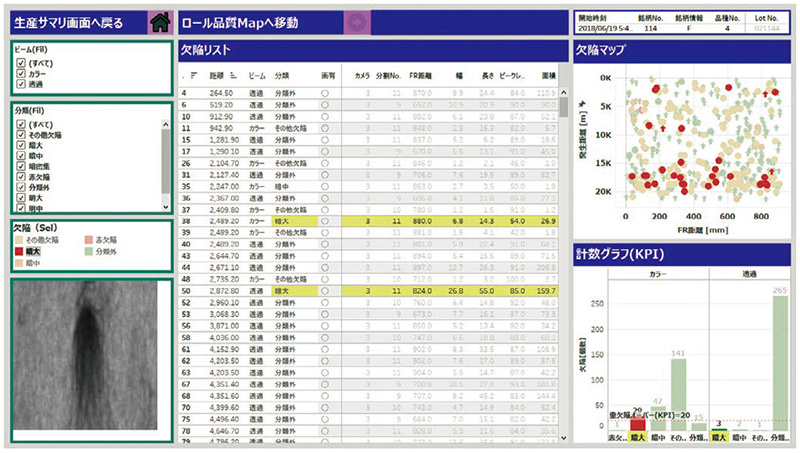
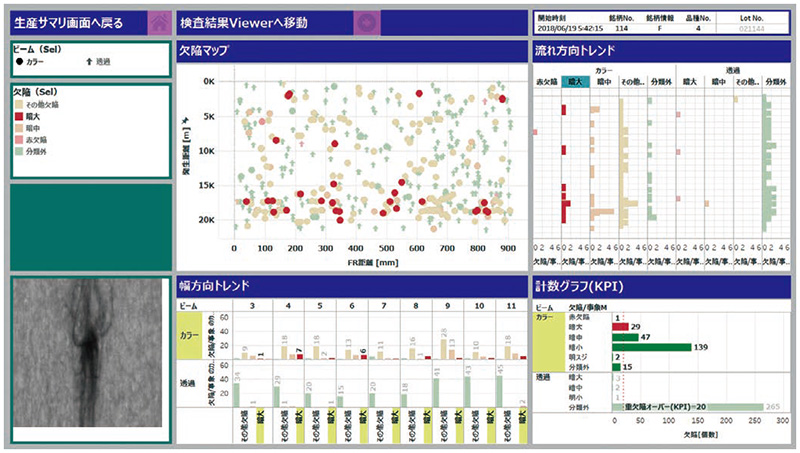
KPI指標にした欠陥をハイライト表示したところ、欠陥マップ表示から局所的に集中して対象の欠陥が発生していることが分かった。さらに分析を行うために、欠陥発生に偏りや傾向があるのかを確認できるコンテンツにて解析を行った。解析に利用したコンテンツを図12に示す。シートの流れ方向に対しては特定の巻長さ位置にて重大欠陥が発生していることがわかり、流れ方向と垂直方向の意味をなす幅方向(ラインカメラ撮影方向)には欠陥発生の偏りが発生していないことがわかった。以上から、製造時に突発的に発生した事象がなかったかを確認する改善活動のきっかけ、および改善に必要な状況把握に活用することができた。
このようにして、BIツールを活用しユーザの分析したい事象に応じてコンテンツを作成し改善していくことで、現場改善活動へシート検査装置のデータを活用できることが確認できた。
5.3 カメラゲイン監視によるLED光源劣化評価
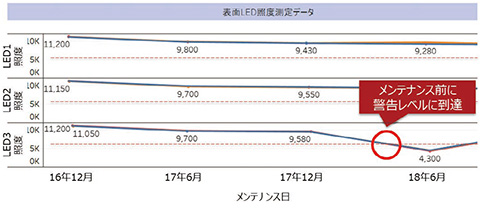
状態基準保全(CBM)コンテンツにより、LED光源の劣化を評価する事例を示す。シート検査装置におけるLED光源は検査の要となる重要な部品であり、LED光源の劣化監視は検査装置を安定して利用するためには必須である。LED光源の劣化評価を実施しようとした場合、LEDの光量を光量計でユーザが計測すれば良いが、24時間365日稼働している高機能フィルム製造工程では、検査面に検査対象となるフィルムが常時存在しているため、フィルムが存在しない定期的なメンテナンスのタイミングでしか光量を計測することができない。一方で、検査を正常に行うためにシート検査装置では検査対象の明るさに応じて、カメラのゲインをコントロールし検査対象の明るさを一定に保つ制御を行っている。従ってLED光源の光量が減少し、検査対象の明るさが暗く変化すると、カメラのゲインが増加すると考えられる。よって、カメラゲインを常時モニタリングすれば、その変動や上昇傾向からLED光源の劣化度合いを予測することができ、最適なタイミングでメンテナンスを行うことができるCBMの考え方を適用できると考えた。
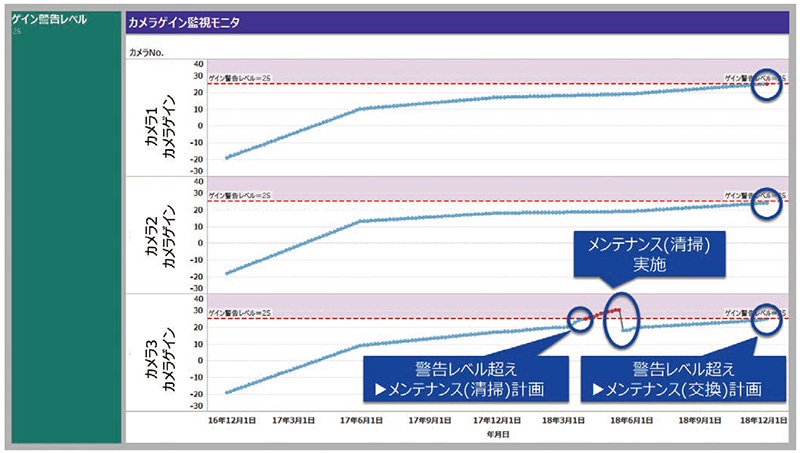
図13に示すように、定期的にカメラのゲインを監視することで警告レベルを超えたタイミングで事前に清掃のメンテナンス計画を促す情報を通知することができる。このタイミングでメンテナンスを行い、結果をコンテンツにて確認し続けることでメンテナンスの効果を確認することができ、継続して検査装置の安定稼働を実現できると考えている。LED光源の劣化は非常に緩やかであるため、現状では効果確認までは至っていない。図13は現状の観測データを含めた想定仮説であるが、引き続き検証を行いながら効果を確認していく。
6.むすび
本稿では、昨今の製造業を取り巻く環境の変化に対してIoT技術を利用し、シート検査装置から得られる品質情報データの新しい活用方法について提案した。今後も、モノづくりの進化や市場のニーズの変化に対応していくために、最新技術を利用したシート検査装置の開発と活用方法を継続することで、生産活動、品質改善活動にシート検査装置メーカとして貢献していく所存である。
参考文献
- 1)
- オムロン株式会社. “インダストリー4.0に対し,オムロンが考えること”. https://www.edge-link.omron.co.jp/news/99.html,(参照2019-2-1).
- 2)
- Industrial Internet Consortium. https://www.iiconsortium.org/,(参照2019-2-1).
- 3)
- Industrial Value Chain Initiative. https://iv-i.org/wp/ja/
- 4)
- オムロン株式会社. “基板検査装置”. https://www.fa.omron.co.jp/product/special/pcb-inspection-system/,(参照2019-2-1).
- 5)
- オムロン株式会社. “シート検査装置”. https://www.fa.omron.co.jp/product/special/web-inspection-system/multi-wave-sensing/,(参照2019-2-1).
本文に掲載の商品名は、各社が商標としている場合があります。