
















Realization of High-speed Adhesive Curing by Spot Heating and Structure Consideration of Metal Adhesive Parts
- Adhesive
- Thermal cure
- Spot heat
- High-speed curing
In recent years, because of growing concerns about environmental issues, the bonding of dissimilar materials (metal and resin, etc.) has been increasing for the purpose of improving the energy efficiency of products by miniaturization and weight reduction, and heat curing adhesives are also often used for the bonding to secure joint reliability.
The mainstream of the hardening method of the heat curing adhesives is a batch processing method in which the entire part to be bonded (hereinafter, adherend) is put into a thermal cure furnace and heated. However, this method has problems in that the curing time is long, the production efficiency is low, and the energy efficiency is low since heat energy is applied to the entire adherend that does not require heating.
Therefore, we are working on the development of an energy-saving and high-productivity method of applying spot heating with a laser to the adherend around the adhesive to achieve high-speed curing.
In this paper, we considered the adherend structure that controls the heat transfer area for aluminum material that is often used in the case body of electronic devices to achieve high-speed bonding by spot heating on metal materials that have high thermal conductivity. As a result, the curing time of the adhesive, which takes several tens of minutes in a thermal cure furnace, was significantly reduced to about 30 seconds by this method. In addition, the versatility of the adhesive method can be expected because the range of applicable materials for the adherend was expanded, and the restrictions on the production process were reduced.
1. Introduction
Following the recent growing awareness of environmental issues, manufacturers are making their share of effort in welding and bonding methods and are developing “spot heating” methods for applying melting and reaction energy only to the intended target spots. Examples include laser soldering and resistance welding brazing.
Adhesive bonding has come into wider use for dissimilar materials bonding aiming at product volume and weight reduction for energy efficiency improvement. Dissimilar materials (e.g., metal-resin or metal-glass) bond poorly by the welding methods, such as resistance welding or arc welding, and hence are bonded by mechanical bonding methods, such as riveting or bolt fastening, or by adhesive-based bonding methods.
Adhesive bonding provides advantages, such as preventing stress concentration in face bonding, securing air-tightness, and imparting electrical and thermal insulating properties1), and has found its way into a diverse range of industrial applications. Adhesive curing occurs in the form of either thermosetting or UV curing. Electronic parts manufacturers use these two forms of curing selectively, depending on the required characteristics of their products. Although rapidly curable by local energy transfer, UV curing adhesives have bonding reliability-related constraints, such as heat resistance, and other problems, such as a high material cost, and consequently have a limited range of applications. Meanwhile, thermoset adhesives provide advantages, such as excellent heat and chemical resistance, thick-film curability, a lower material cost than that of UV counterparts, and hence are in extensive use.
Besides excellent heat resistance, water resistance, weatherability, and chemical resistance, thermoset epoxy adhesives have other advantages, such as gap-filling
ability2). Hence, OMRON also uses these adhesives for adhesive-bonding for applications that require such functions as adhesive fixation, sealing, and filling. The mainstream curing method for thermoset adhesives is curing the whole adhesive by heating both the adherend and the adhesive simultaneously in a heat curing oven over a long time. The batch oven curing method, however, applies thermal energy all over each adherend supposed to need no heating. Therefore, this method involves problems, such as reduced product performance due to overall heating, besides low energy efficiency (which means a high environmental load and a long curing time).
To solve these problems, we then turned our attention to a high-speed adhesive curing method that applies thermal energy locally to the adherend edges used for bonding. This method requires less time and less energy for adhesive curing than conventional oven curing methods and therefore helps to improve production efficiency and energy efficiency. Moreover, a transition from the batch curing process using oven curing to a customized curing process using spot heating would enable the inline integration and customized quality assurance of production processes. Such a transition, therefore, would produce significant positive effects, as viewed with respect to the development of production lines suitable for high-mix low-volume production and the energy efficiency and production efficiency of the adhesive curing process.
Accordingly, we are working to develop technologies based on curing by spot heating toward “high-speed curing without an oven,” intending their application to the adhesive fixation and sealing of dissimilar material parts (metal-resin) for FA components and FA devices (e.g., relays, sensors, and smart cameras).
This paper describes a metal structure that maximizes the effects of spot heating and local heat accumulation on metal adherends in order to provide high-speed adhesive curing for metal adherends.
2. Efforts toward the realization of a high-speed adhesive curing method using spot heating
2.1 High-speed adhesive curing technology using laser spot heating
What it takes to realize curing without an oven is an easy-to-control heating method capable of local thermal energy transfer. Therefore, we turned our attention to laser spot heating that meets this requirement. We also adopted an inexpensive semiconductor laser emitter as the laser light source to realize a practical curing process. We took advantage of the directivity of laser light to add high-density energy to adhesives and accelerate their curing process. Fig. 1 shows the schematic principle of adhesive curing by laser. A laser-absorbing component is added to the adhesive to convert laser light energy into thermal energy for generating heat to accelerate the adhesive curing reaction3). Our competitors have also been exploring this method4). Meanwhile, OMRON has developed an adhesive and a method based on this principle and put them to actual production of terminals for relays.
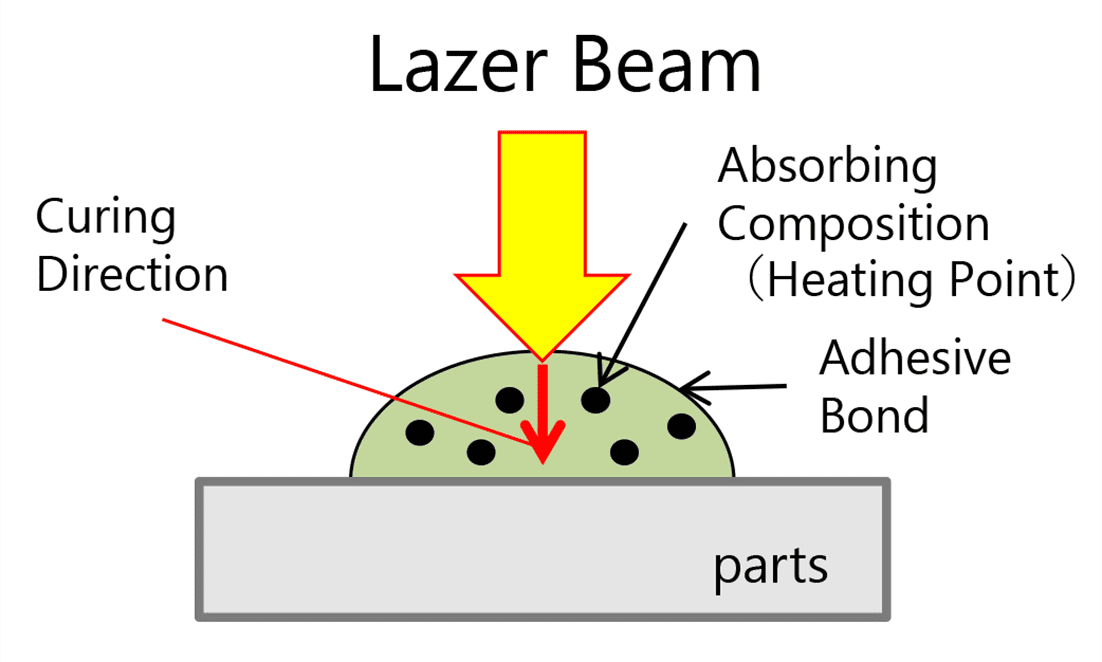
In this laser-absorption curing method, laser irradiation causes an adhesive to cure from its surface, which poses a problem of extreme difficulty in curing the interface between a thick adhesive and an adherend.
Fig. 2 shows the laser-penetration curing method5) we devised as a solution to this problem. Instead of adding a laser-absorbing component to an adhesive, this method uses laser light that penetrates through the adhesive and causes the adherend to generate heat for the adhesive to cure from its interface with the adherend.
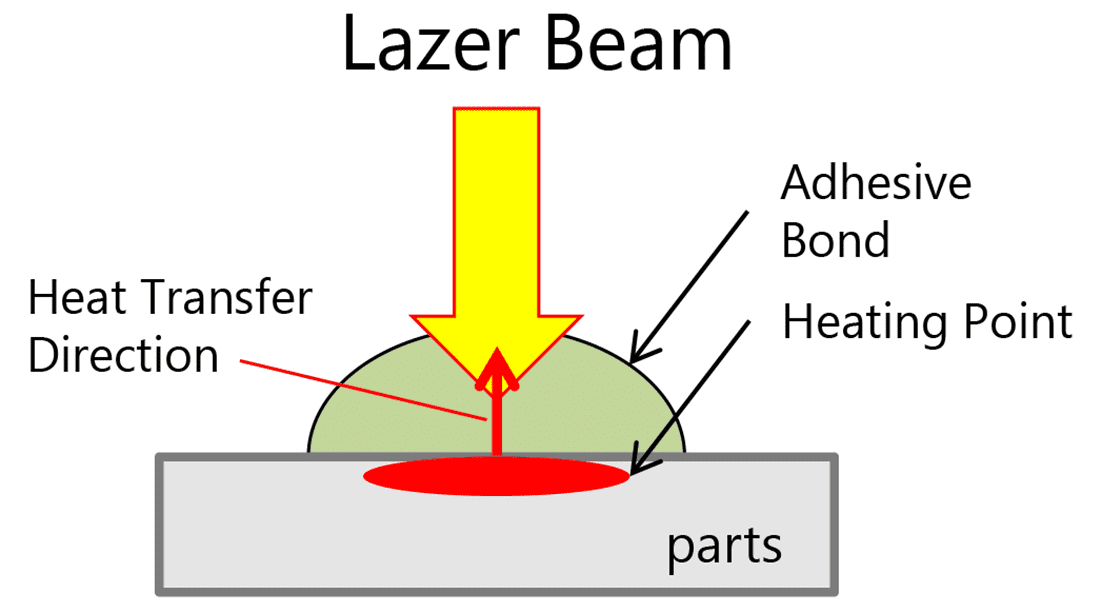
This laser-penetration curing method, in which the adhesive starts to cure from its interface with the adherend, has enabled thick film curing of several mm thick adhesives and could cure adhesives to a required strength level. Although effective for adherends with low heat conductivity, this method has a problem with high-heat conductivity adherends, such as metals: the laser-induced heat input is transmitted into metal and hardly reaches the adhesive, resulting in an adhesive left uncured.
OMRONʼs products also rely heavily on metal-resin adhesive bonding. Considering the deployment of adhesive bonding technologies using spot heating, we need a technology that enables high-speed bonding to metal parts.
2.2 Application of spot heating-based bonding method6) to metal parts
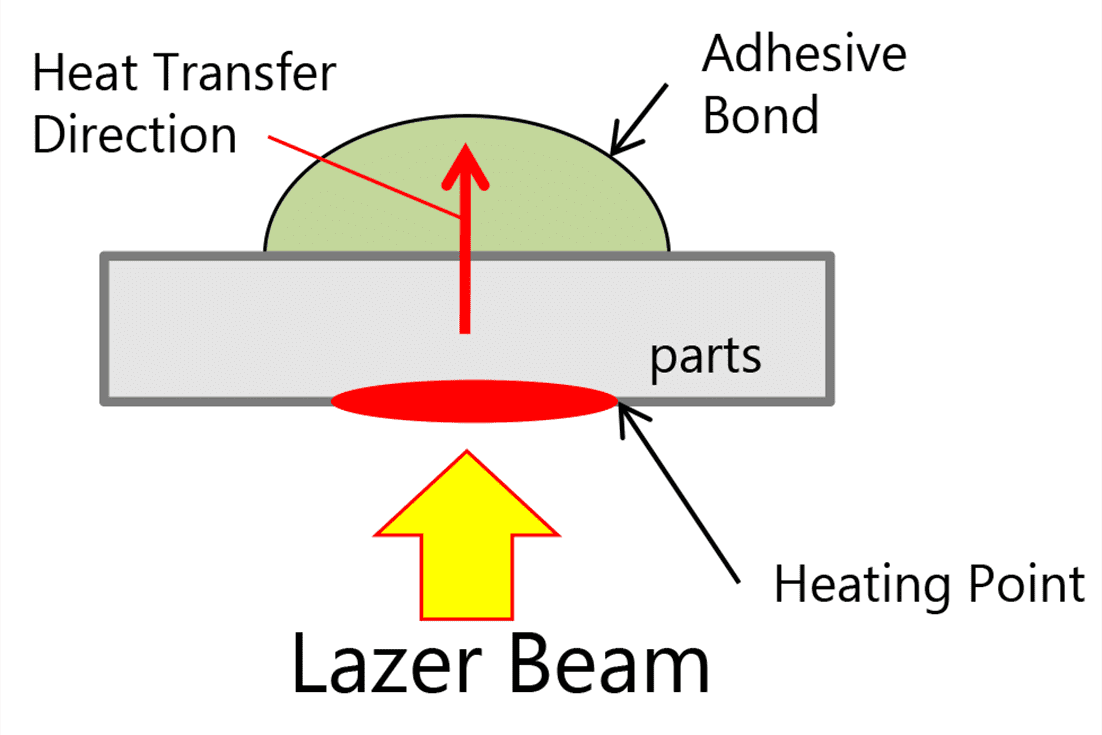
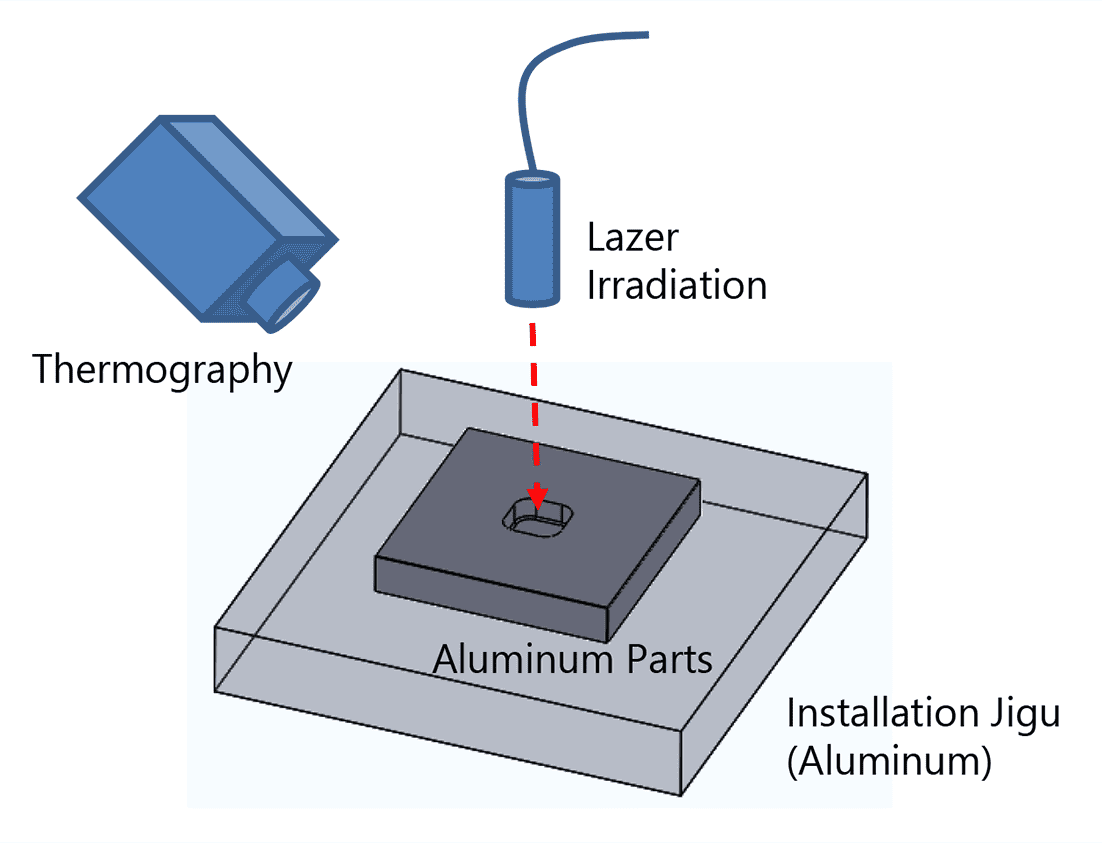
Accordingly, we studied a laser spot heating-based technology that allows high-speed curing of adhesives used with a metal adherend. Fig. 3 shows the principle of heating. Instead of directly applying laser light to the adhesive, this technology transmits the heat from the adherend to the adhesive to make the adhesive cure from the metal-adhesive interface. Moreover, because it does not directly apply laser light to the adhesive, this technology makes adhesive selection less restricted regarding, for example, adhesive components or colors.
3. Identification of the heat transmission contributors associated with laser spot heating
3.1 Challenges to laser heating
An adhesive does not cure well by spot heating of a metal adherend with laser irradiation. The reason is because an adherend is a high heat capacity, high heat conductivity body in which the heat input energy hardly accumulates locally.
Therefore, the key to achieving high-speed adhesive curing with the heat input from laser irradiation is to allow the thermal energy to accumulate locally in an adherend by preventing the heat input energy from being conducted to the periphery. Then, the causes of heat transmission into the periphery of the adherend, in other words, heat conduction into a member, contact heat transfer to other members, and convective-radiative heat transfer into the atmosphere, need to be identified and checked for the degree of influence in order to allow local accumulation of the heat input energy from laser irradiation.
3.2 Experimental procedure
Fig. 4 shows the shapes of the aluminum members used in the experiment. The forms of heat transmission with a significant influence on the local heat accumulation in the adherend (i.e., heat conduction of the adherend, heat transfer to the contact jig, and convective-radiative heat transfer into the atmosphere) were analyzed for their degree of influence on the temperature change in the adherend during heating with laser irradiation. The aim was to clarify the direction of the measures to be implemented for efficient laser spot heating of adherends.
The experimental samples (hereafter: aluminum members) used were aluminum members of identical plate thickness but different volumes and aluminum members of identical volume but different shapes.
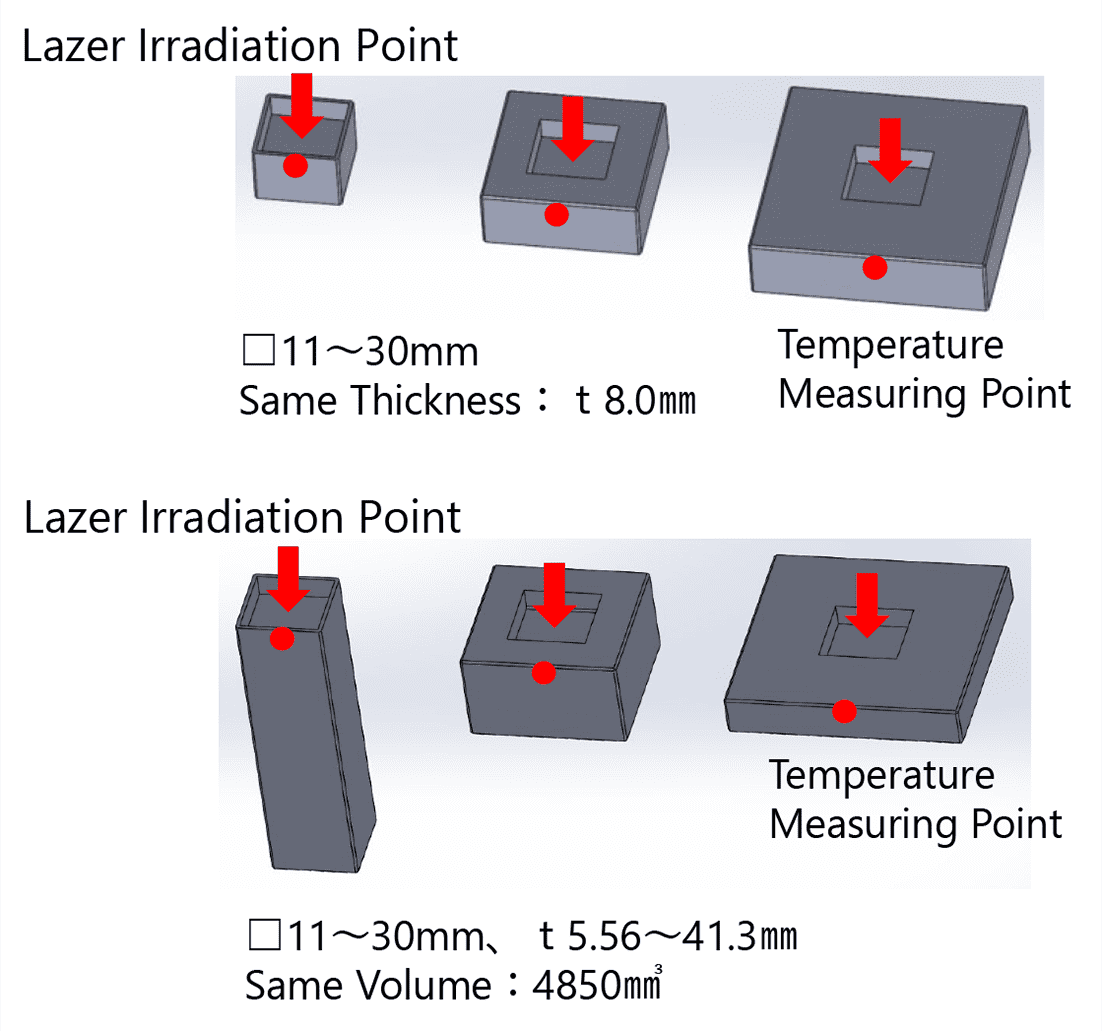
Table 1 shows the shapes and the setup conditions of the aluminum members. The conditions were set to observe the influence on the temperature rise from the heat conduction associated with the shape of each aluminum member, that of the heat transfer via the contact jig and that of the convective-radiative heat transfer by surface blackening treatment. More specifically, the experiment took place under a total of 18 conditions consisting of three different heat transmission conditions (Conditions (1) to (3)) in combination with six differently shaped aluminum members. What we intended by setting these conditions was that the influence of heat capacity and heat conduction, that of convective-radiative heat transfer, and that of jig heat transfer be clarified by comparison between the aluminum members, between Conditions (1) and (2), and between Conditions (2) and (3), respectively. In accordance with these experimental patterns, the maximum temperatures of the aluminum members after the heat input from laser irradiation were compared to observe the influences of the forms of heat transmission involved in temperature rise. Table 2 shows the laser irradiation conditions:
| Form of heat transmission | Method of comparison | Experimental pattern | ||
|---|---|---|---|---|
| 1 | 2 | 3 | ||
| Heat conduction + heat capacity | Shapes of the members (identical in plate thickness) | □11 × 11 mm |
□20 × 20 mm |
□30 × 30 mm |
| Heat conduction | Shapes of the members (identical in volume) | □11 × 41.3 mm thick |
□20 × 12.5 mmthick |
□30 × 5.56 mmthick |
| Jig heat transfer | Contact with the jig | Applicable | Not applicable |
|
| Convective--radiative heat transfer | Surface blackening treatment | Applicable | Not applicable |
|
| Condition | Jig heat transfer | Convective-radiative heat transfer |
|---|---|---|
| (1) | Applicable | Not applicable |
| (2) | Applicable | Applicable |
| (3) | Not applicable | Applicable |
| Item | Setting value |
|---|---|
| Type of laser | Semiconductor (wavelength: 808 nm) |
| Laser beam diameter | 2 mm dia. |
| Irradiation beam power | 27 W |
| Irradiation time | 30 sec |
Fig. 5 shows the experimental procedure. The surface temperatures of the aluminum members during laser irradiation were thermographically measured to observe the differences in maximum temperature between the aluminum members and between experimental conditions at 30 seconds after laser irradiation.
3.3 Experimental results
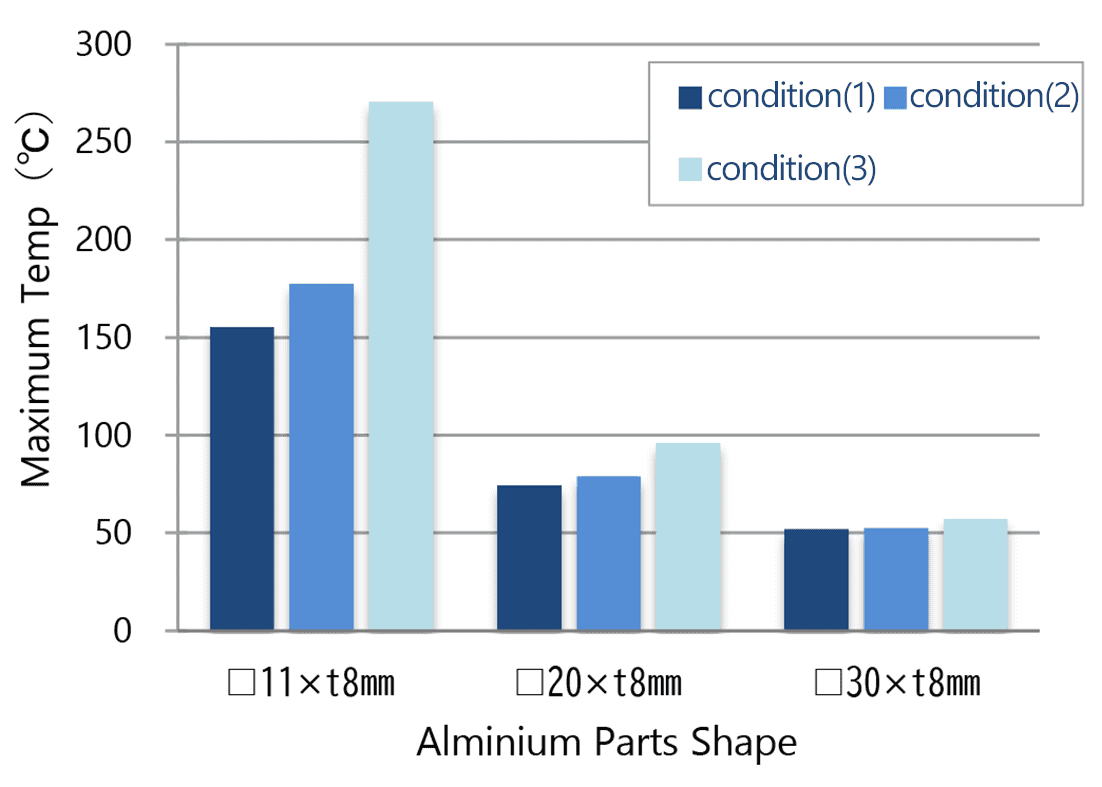
Fig. 6 shows a graph comparing the maximum temperatures of the aluminum members after the heat input from laser irradiation under the three different conditions. Fig. 6 reveals that depending on their volume (heat capacity) and their shape (heat conduction shape), the aluminum members significantly differed in the maximum temperature after the heat input from laser irradiation. The influence of the heat transfer due to contact with the installed jig and that of the convective-radiative heat transfer occurred as temperature differences due to the different conditions between the identically shaped aluminum members. These results show that as compared with the heat capacity and the heat conduction, the heat transfer and the convective-radiative heat transfer had less of an influence on the maximum temperatures.
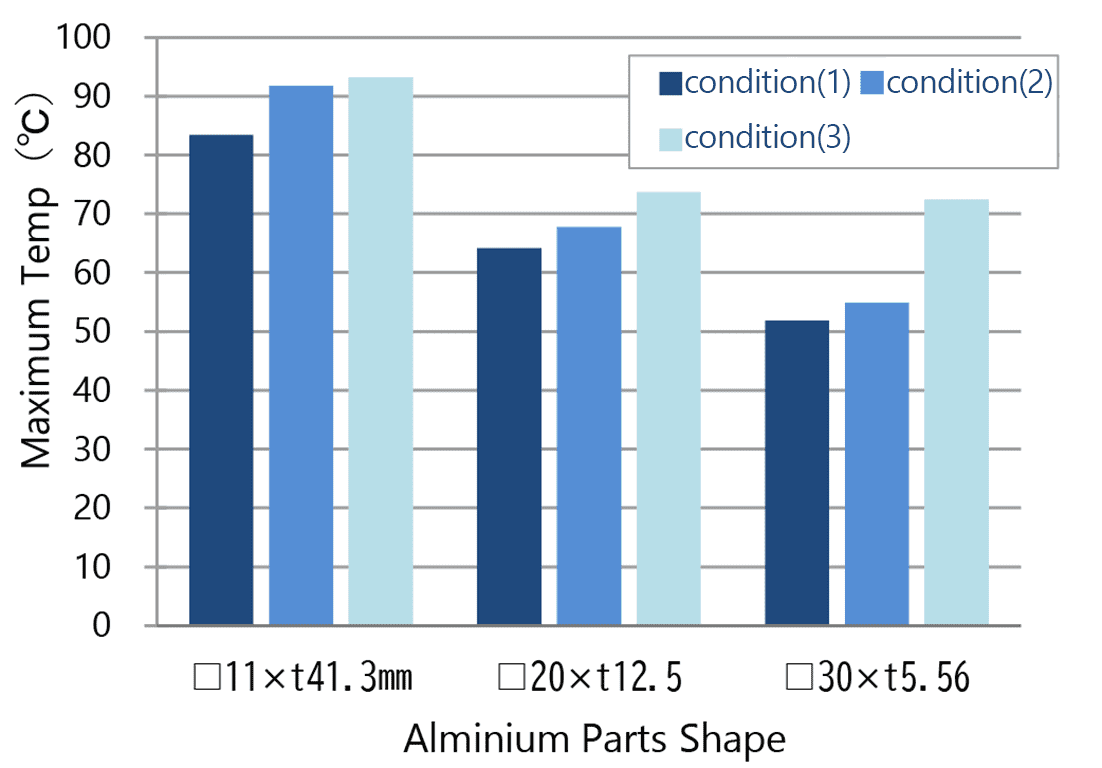
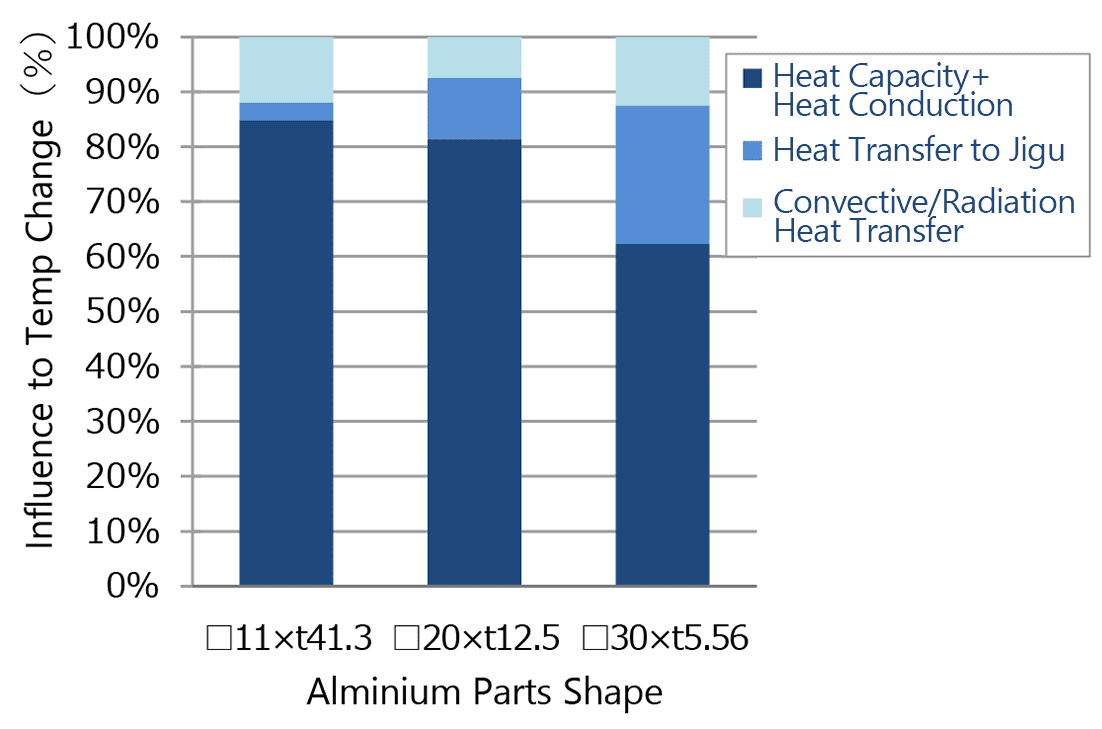
Besides, Fig. 7 compares the maximum temperatures of the aluminum members identical in volume but different in shape to show the degrees of influence of heat conduction on the temperature differences. The results show that the temperature differences due to the differences in shape between the aluminum members were more significant than those due to the three conditions for the identically shaped aluminum members.
Figures 8 and 9 compare the three major heat transmission contributors (heat conduction inside the aluminum member, heat transfer to the contact jig, and convective-radiative heat transfer into the atmosphere) regarding the degrees of influence on the maximum temperatures as calculated from the differences in maximum temperatures due to the shapes/volumes of the aluminum members, their contact with the jig, and their surface blackening treatment conditions.
The calculated temperature difference values obtained from the comparisons between Conditions (1) to (3) in Table 2 and the theoretically calculated temperature rise values were used to calculate the degrees of influence. For example, the ratio of influence of the convective-radiative heat transfer can be determined by dividing the (temperature difference between Conditions (1) and (2)) with the (theoretical temperature rise). The following calculation formula was used to calculate the theoretical temperature rise values:

where  is the amount of heat,
is the amount of heat,  is the specific heat,
is the specific heat,  is the density, and
is the density, and  is the volume.
is the volume.
Fig. 8 compares the aluminum shapes identical in plate thickness but different in volumes. The influence of the heat transfer to the jig was significant in the □11×8 mm thick aluminum member, which was small in surface area, volume, and plate thickness due to its high contact area ratio. As regards the convective-radiative heat transfer, the □11×8 mm thick aluminum member, which was small in surface area and volume, had a high maximum temperature and radiated a large amount of heat, as can be shown by the following calculation formula for radiant heat amount:

where  is the area,
is the area,  is the radiative heat transfer rate,
is the radiative heat transfer rate,  is the surface temperature, and
is the surface temperature, and  is the ambient temperature.
is the ambient temperature.
On the other hand, the degree of influence of the convective-radiative heat transfer into the atmosphere tended to be small in the □30×8 mm thick aluminum member, which was large in surface area and volume due to its low maximum temperature. As regards the heat capacity and the heat conduction, the □30×8 mm thick aluminum member, which was large in volume, showed a low maximum temperature. Therefore, the degree of influence of the jig heat transfer and that of the convective-radiative heat transfer were small due to a small temperature difference with the periphery.
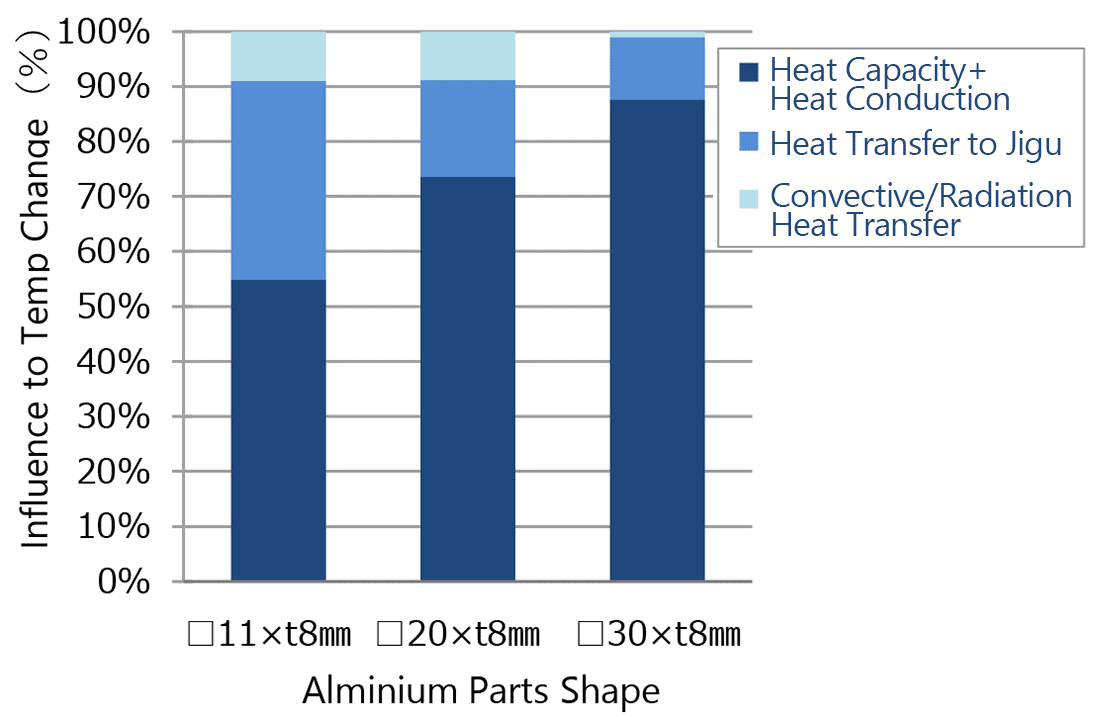
Fig. 9 compares the aluminum shapes identical in volume but different in plate thickness. The degree of influence of the heat transfer to the jig was the largest in the □30 mm member with a large contact area. The degree of influence of the convective-radiative heat transfer was relatively small in the aluminum members that had small differences in surface area and volume and showed an almost identical maximum temperature. As regards the heat capacity and heat conduction, the degree of influence is attributable to the heat conduction inside each aluminum member because the aluminum members were identical in volume and hence in heat capacity. In this connection, the degree of influence of the heat conduction was significant in the □11×41.3 mm thick aluminum member with a small area of heat transfer to the jig and a small internal heat conduction area.
The above results show that among the heat transmission contributors associated with the shapes of the aluminum members in this experiment, (1) the heat conduction inside the aluminum member had the highest degree of influence, followed by (2) the heat transfer to the portion in contact with the jig and then by (3) the convective-radiative heat transfer into the atmosphere. It turned out that for the aluminum members of all shapes, the heat conduction inside the aluminum member accounted for a particularly large portion (approximately 50 to 80 percent) of the influence on the change in temperature.
4. Control of the heat conduction due to laser spot heating
4.1 Theory and concept of heat conduction
The experimental results in Section 3.3 show that the heat conduction associated with the shape of the aluminum member was the most influential in the spot heating of the adherend by the heat input from laser irradiation. In other words, the effect of spot heating by laser irradiation may be significant depending on the adherend shape or structure that reduces heat transmission from the laser-irradiated heat input area to the periphery of the adherend. The heat conduction inside the adherend can be expressed by the following equation based on Fourierʼs law:

where  is the amount of transferred heat,
is the amount of transferred heat,  is the heat conductivity,
is the heat conductivity,  is the temperature gradient, and is the heat-transfer area.
is the temperature gradient, and is the heat-transfer area.
It follows from this formula that the amount of transferred heat on a surface is proportional to the heat conductivity, temperature gradient, and heat-transfer area of the adherend. In other words, the temperature rise near the laser-irradiated area can be maximized by designing the adherend structure to have a small heat-transfer area with a reduced amount of transferred heat from the laser heat input area to the periphery.
Where the adherend is an aluminum member, which is a high heat conductive material, local accumulation of the heat input energy is considered achievable by grooving a member surface to reduce the amount of conducted heat from the laser-irradiated heat input area to its periphery.
4.2 Experimental procedure
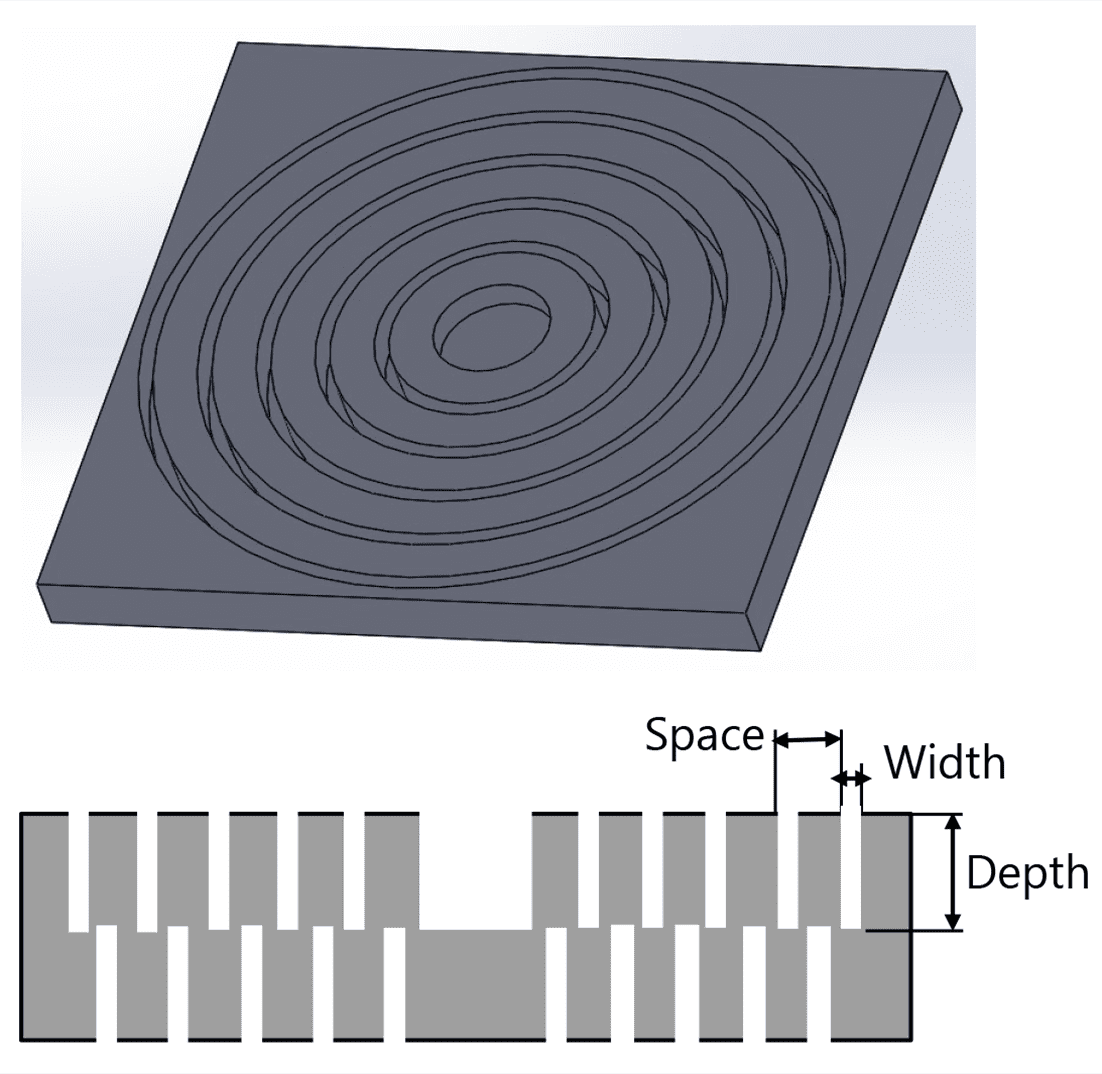
The surface of the aluminum member was grooved to let the heat transmission condition vary during laser spot heating. As Fig. 10 shows, aluminum members were provided with concentric grooves around the laser spot heating center on their surface, with each member different in groove width, groove pitch, and groove depth from the others according to the conditions in Table 3, to observe how the aluminum members with different groove geometries differed in temperature rise due to their differences in heat conduction cross-sectional area and heat conduction distance.
| Sample No. |
Dimensions (mm) |
Plate thickness (mm) |
Groove width (mm) |
Groove depth (mm) |
Groove pitch (mm) |
|---|---|---|---|---|---|
| (1) | 50 × 50 | 4 | 1.0 | 3.0 | 1.0 |
| (3) | 1.0 | 2.0 | 1.0 | ||
| (3) | 1.0 | 1.5 | 1.0 | ||
| (4) | 0.5 | 1.0 | 0.5 |
Fig. 11 shows the experimental procedure. The surface temperature of the aluminum member during laser irradiation was thermographically measured to observe the differences in temperature rise between aluminum members with different groove geometries.
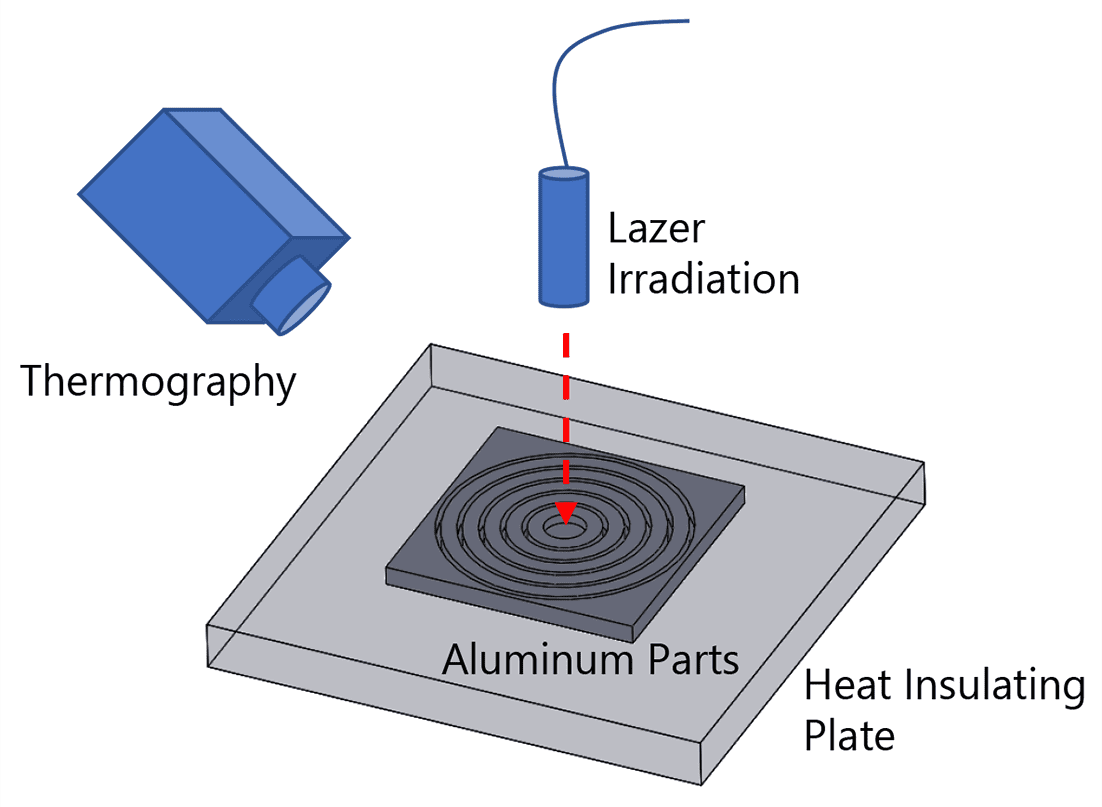
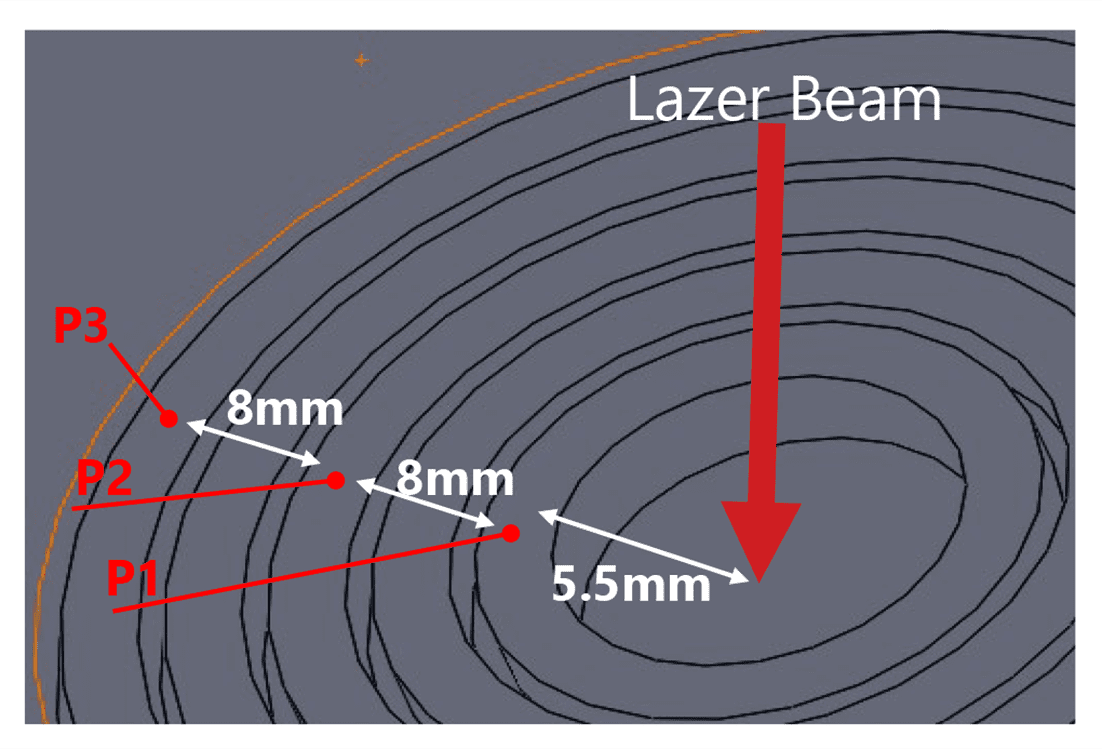
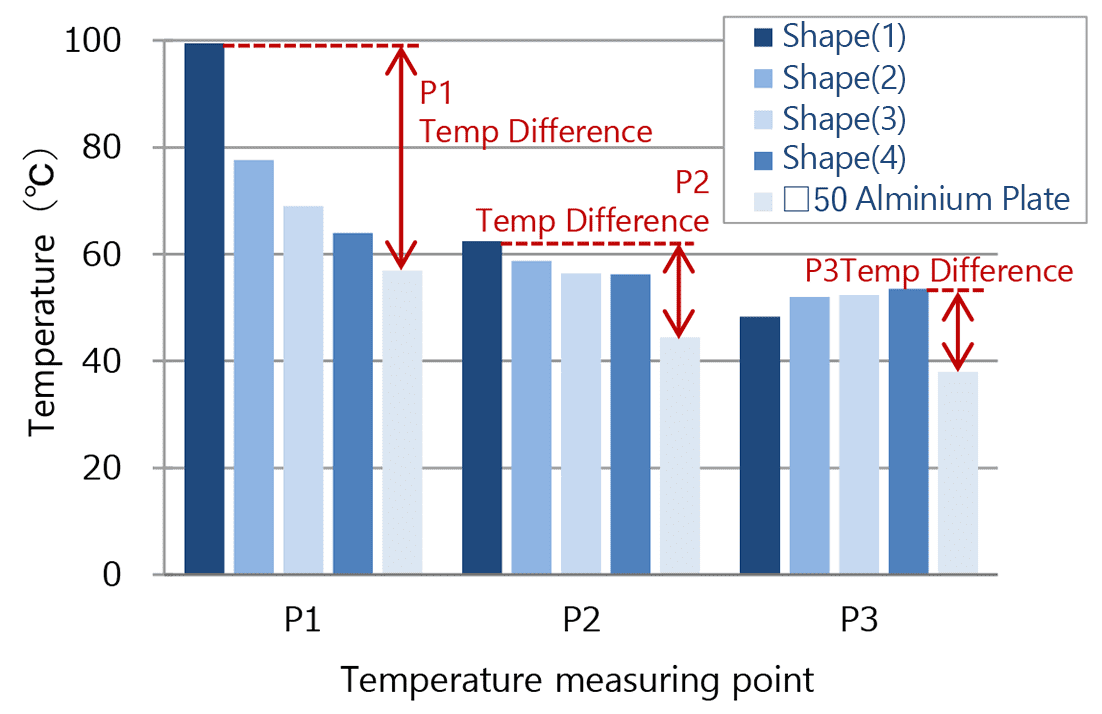
Fig. 12 shows the temperature evaluation method. Thermographic temperature measurements were taken at three points, P1 to P3, to observe the spot heating effect near the laser-irradiated area and the temperature change in the periphery. The measuring-point interval was set to 8 mm for a 1 mm groove width and a 1 mm groove pitch or to 4 mm for a 0.5 mm groove width and a 0.5 mm groove pitch.
4.3 Experimental results
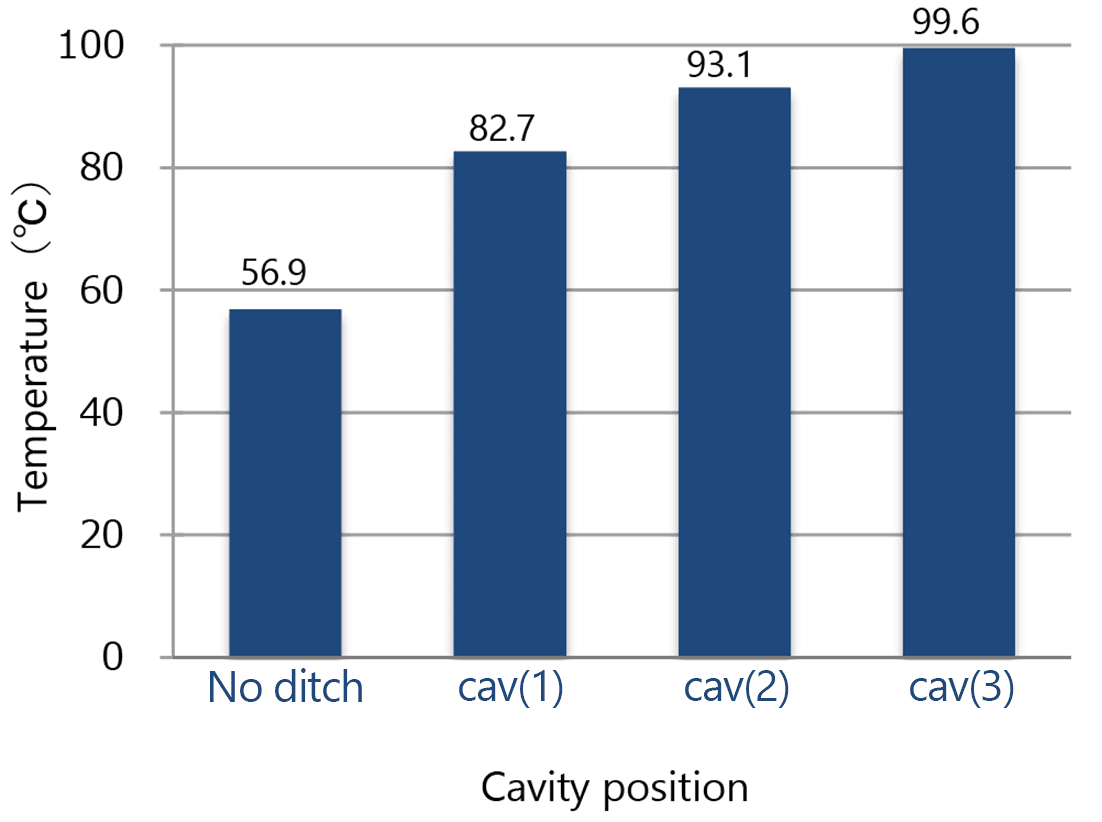
Fig. 13 shows the differences in temperature rise between aluminum members with different groove geometries. As compared with the non-grooved aluminum plate, the grooved aluminum members with Groove Patterns (1) to (4) showed increases in temperature at Point P1, including a temperature rise up to approximately 1.8 times (from approx. 55°C to 100°C). This means that as compared with the approximately 1.4 times increases in temperatures at Points P2 and P3, the temperature rise at Point P1 was significantly larger by proportion, indicating that the grooves helped the efficient local heating around the laser-irradiated area in each aluminum member. As regards the differences due to the groove geometry-related factors, a comparison between the aluminum members with Groove Patterns (3) and (4) shows that the groove depths were more influential than the groove widths and groove pitches.
5. Verification of the effectiveness of laser spot heating with a view to product deployment
5.1 Effectiveness verification using an aluminum member shaped equivalent to an intended product
Chapter 4 showed how the control of the heat-transfer area contributory to heat conduction affected the local accumulation of thermal energy. To apply our proposed technology to actual product deployment, we need to identify groove geometry suitable for the intended product shape. This chapter examines the local accumulation effect of the thermal energy of laser irradiation on a groove geometry that assumes the product.
5.2 Experimental procedure
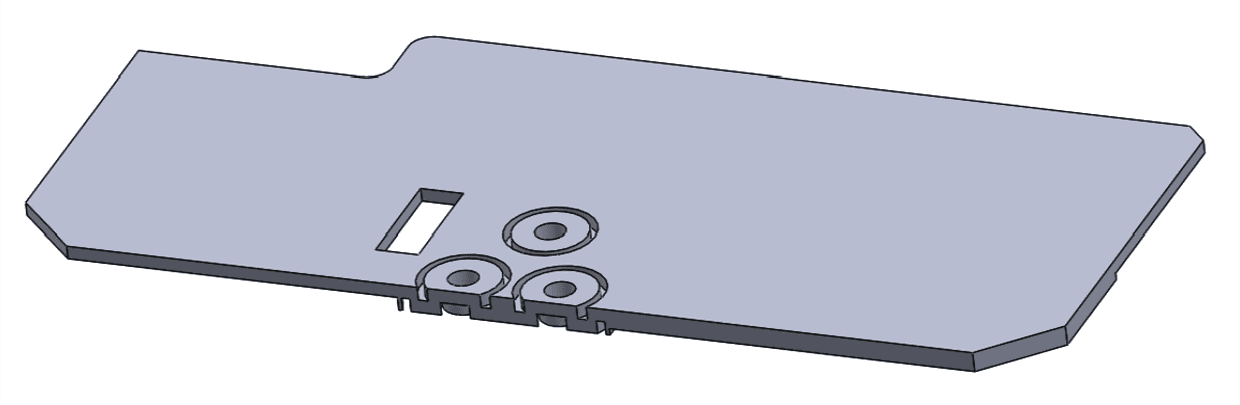
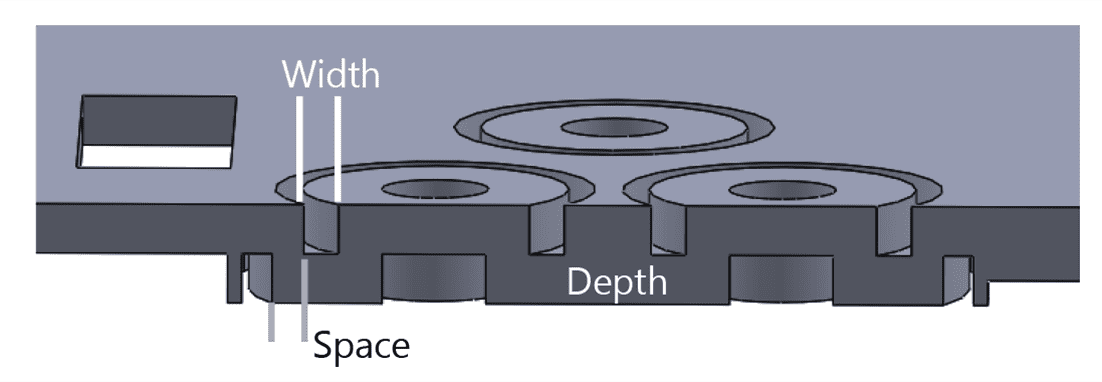
Fig. 14 shows an aluminum member shaped similarly to an actual product. This aluminum member was used to investigate the effectiveness of the control of the heat-transfer area in spot heating. The aluminum member selected was made of A5052 aluminum, had a maximum length of 130 mm, a maximum width of 60 mm, and a thickness of 2 to 4 mm (laser-irradiated area = 4 mm thick), and was surface-treated by black alumite treatment. As shown in Fig. 15, the front side was provided with single grooves while the backside was provided with double grooves. The groove width, the groove pitch, and the groove depth were 1 mm, 1 mm, and 2 mm, respectively.
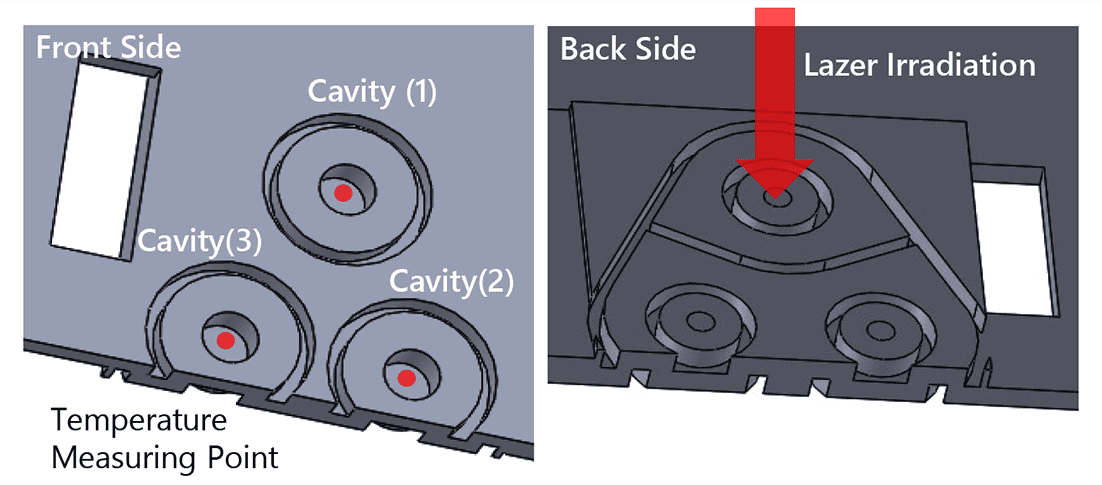
The laser irradiation conditions were as follows: irradiated side = back side, laser diameter = 4 mm, irradiation beam power = 27 W, irradiation time = 30 seconds, and one shot to each of Holes (1) to (3).
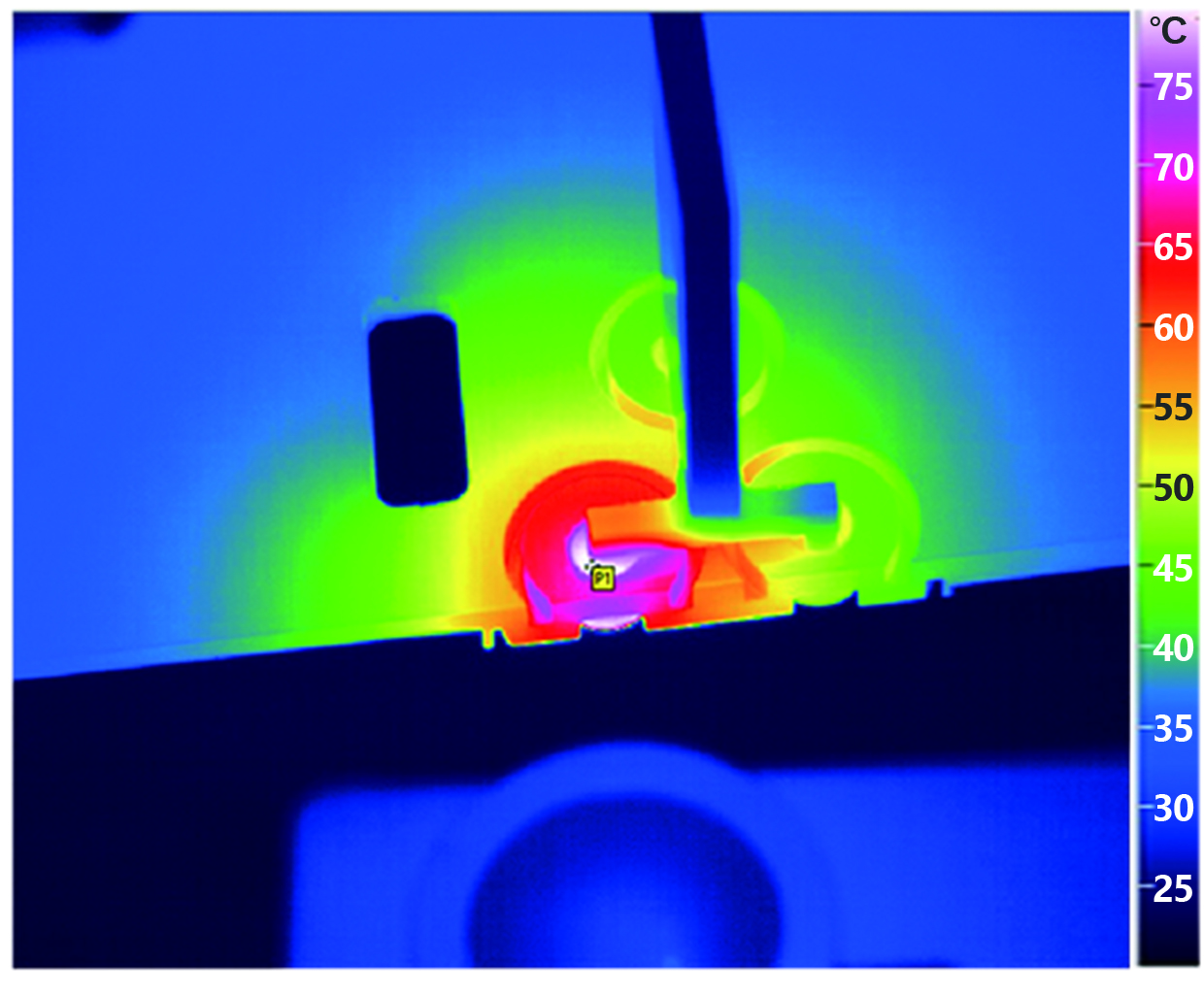
Fig. 16 shows the temperature-measuring points under laser irradiation. Thermographic temperature measurement was performed from the front side to determine the maximum temperature at each hole bottom.
5.3 Experimental results
The experiment results indicate that the temperatures at Holes (1) to (3) rose to 80°C to 100°C as shown in Fig. 17. In other words, despite a two-fold aluminum volume, the grooved aluminum member showed temperature increases 1.5 to 1.8 times greater than the non-grooved □50×4 mm thick aluminum plate did. A comparison of the temperatures at Holes (1) to (3) shows that the temperature rise at Hole (1) was smaller than those at Holes (2) and (3), probably because Hole (1) had a larger area of heat transfer to the periphery than Holes (2) and (3) did.
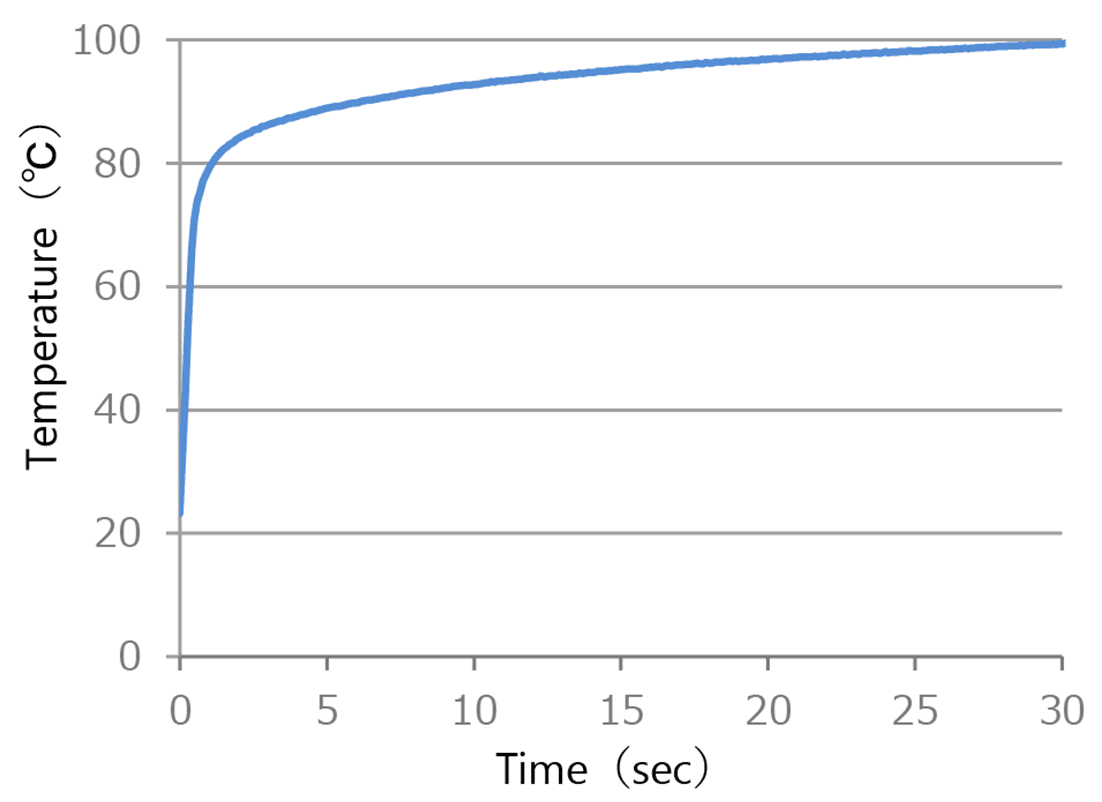
As regards the temperature rise time, Fig. 18 shows that the temperature at Hole (3) rose to 86°C three seconds after the start of laser irradiation, revealing the high effectiveness of laser spot heating from the viewpoint of rapid heating of adhesive.
5.4 Epoxy adhesive curing by laser spot heating
Because local heat accumulation was observed in the structure equivalent to the intended product, another experiment was performed to demonstrate the feasibility of thermoset adhesive curing by laser irradiation.
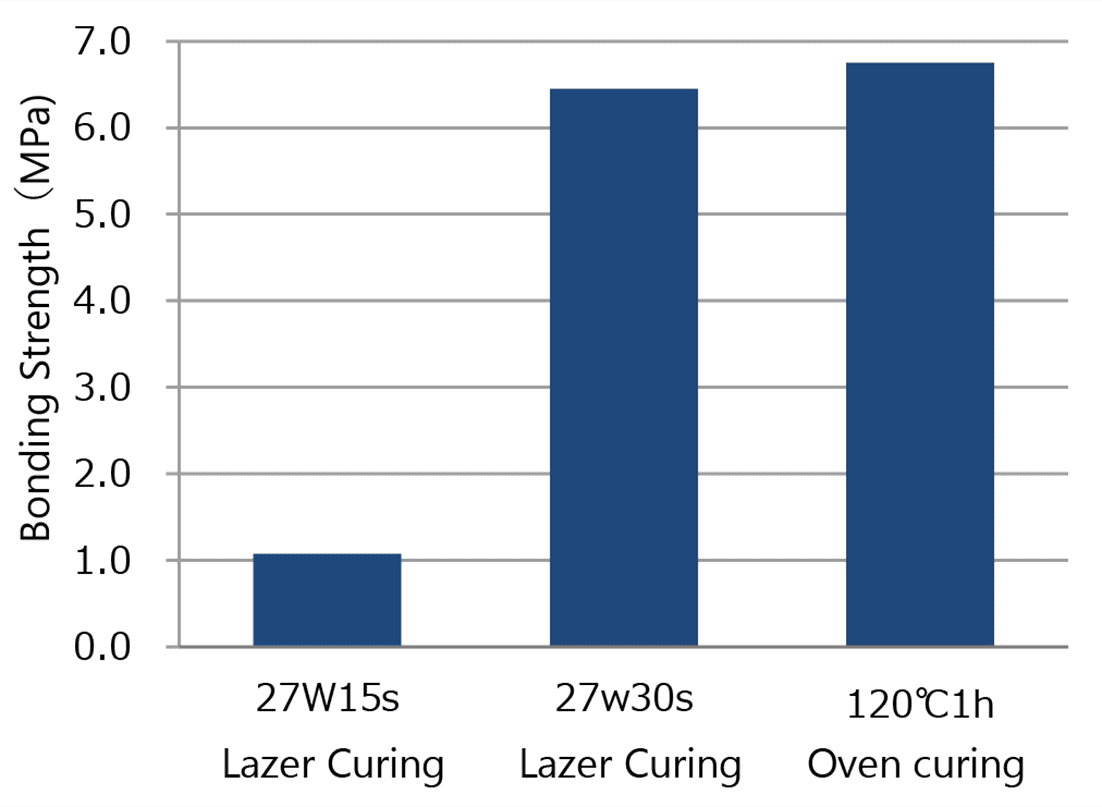
Liquid epoxy adhesive was injected into the holes at temperature-measuring points shown in Fig. 16. Then, with a resin bar inserted into each hole, laser light was applied from the backside to cure the epoxy resin. Tensile adhesive strengths were measured as evaluation index values for comparison with that of epoxy resin thermally cured in an oven. Fig. 19 shows a view of a thermographic temperature measurement underway during laser irradiation. Fig. 20 shows the adhesive strengths achieved under the respective heating conditions (15 seconds of laser irradiation at 27 W, 30 seconds of laser irradiation at 27 W, and 1 hour of oven heating at 120°C). The 30 second-long laser curing at 27 W achieved an adhesive strength almost equivalent to that achieved by the 1 hour-long oven curing. Conversely, the 15 second-long laser irradiation was seen to achieve only 15 percent of the adhesive strength achieved by oven curing, failing to cure the adhesive to an adhesive strength comparable to that achievable by oven heating.
These experiment results on the aluminum member shaped equivalent to the intended product have demonstrated that a well-devised design allows rapid achievement of a required adhesive strength by laser spot heating.
6. Conclusions
An adherend was improved in shape and structure so that it could be spot-heated through efficient use of the heat input energy from laser irradiation. As a result, the local temperature rise in the aluminum adherend increased by 1.5 to 1.8 times as compared with before the improvement. Thus, it was demonstrated that our proposed method could realize thermoset adhesive curing and achieve an adhesive strength comparable to that achievable by oven heating.
Now spot heating has become usable for aluminum members and other high heat conductive materials in adhesive bonding methods. Hence, we can expand the applicability of the adherend material and that of the adhesive method, while maintaining the advantage of spot heating, in other words, its applicability to energy-efficient, low environmental load, compact production lines suitable for high-mix low-volume production.
Moreover, spot heating of adherends allows the application of thermoset adhesives to existing products that are not oven-curable due to parts with low heat resistance.
One of the challenges to our proposed method in product deployment is to optimize adhesive shapes and adherend structures to suit spot heating by laser irradiation. The important here is to study structural designs suitable for adherend shapes and adhesive application from the product design phase. The key to improving the efficiency of the structural design process is to develop a CAE environment by which the user can change the materials of, the shapes of, and the spot heating conditions for adherends while visually monitoring their temperature status.
We will work on thermal CAE simulations of spot-heated structures so that we can make proposals for optimum adhesive structures and methods at the product development phase.
References
- 1)
- H. Kosuke, High-Reliability Adhesion Practices (in Japanese), Nikkan Kogyo Shimbun, Ltd., pp. 3, 2013.
- 2)
- Adhesion Society of Japan, Adhesion Technology Guide for Beginners (in Japanese), Nikkan Kogyo Shimbun, Ltd., pp. 38, 2004.
- 3)
- OMRON Corporation, “The Curing Method of a Resin Composition Thing”, Japanese Patent. No.6331525, 2018-05-11.
- 4)
- S. Katsuhiko, I. Osamu, and K. Kazuo, “Development of New Thermosetting Materials and New Curing Technology” (in Japanese), Denso Technical Review, vol. 14, pp. 81-87, 2009.
- 5)
- OMRON Corporation, “Adhesive Composition Curing Method and Adhesive Structure Manufacturing Method”, Japanese Unexamined Patent Application Publication. No. 2019-001936, 2019-01-10.
- 6)
- OMRON Corporation, “Production Technique of Bonding Products and Bonded Products”, Japan Patent Application. No.2019-126225, 2019-07-05.
The names of products in the text may be trademarks of each company.