














0402部品から大型部品までの混載実装を可能にする高アスペクト比はんだ印刷技術

工業製品の高機能化により、製品を構成する基板上に実装される受動部品のサイズは、従来の1608(1.6×0.8mm)や1005(1.0×0.5mm)から0603(0.6×0.3mm)や0402(0.4×0.2mm)が主流となってくる。これらの部品は、従来はスマートフォンで多く使用されてきたが、今後はセンサやコントローラのようなFA機器でも数多く使用されるようになると予想される。FA機器でこれらの部品を使用するためには、大型部品との混載が必須となる。この混載には、部品と基板配線とを電気的に接続するはんだを、大型部品に求められるものから0402のような少量までを安定供給することが求められる。このはんだ供給を、印刷工法により安定して行うため、使用するはんだペーストの特性や、印刷マスクの影響を評価し、大型部品と0402部品が混載可能なアスペクト比2.4(マスク厚0.12mm、開口寸法Φ0.2mm)を達成するための印刷条件と課題を求めた。
1.まえがき
工業製品の製造において、製品の組み立てに用いられる接合技術は重要な生産技術の一つである。接合技術には、溶接、接着などがあるが、電子回路を構成する上で、はんだ付けはその中核をなす重要な技術である。最近の情勢として、通信機能やAI処理機能の追加、処理情報量の増加により、電子機器の高機能化・高付加価値化がはかられている。そのため、電子機器を構成するプリント配線板は小さくなり、搭載する部品点数は増加する。この傾向に合わせて搭載部品の寸法は小さくなり、これまでの1608や1005の部品から、0603や0402といった部品が主流になってくる1)。これらの部品寸法に対処するため、部品電極と基板電極を電気的につなぐはんだ接合部は、より微細になってきている。
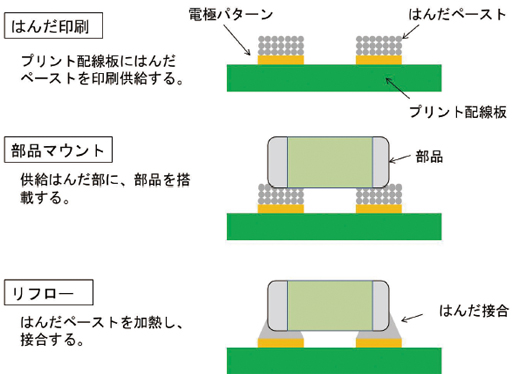
はんだ接合によって電子回路を構成する表面実装工程は、図1に示すように、はんだペーストをプリント配線板に供給するはんだ印刷工程、部品をプリント配線板に搭載する部品マウント工程、加熱によりはんだを溶融させ部品と接合させるリフロー工程からなる。その中でも、微細な接合を行うためには、はんだ印刷工程が特に重要である。本稿では、この微細なはんだ印刷を安定して量産するための取り組みに対して記載する。
2.はんだ印刷技術の課題
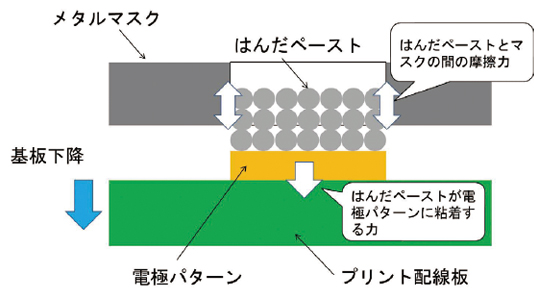
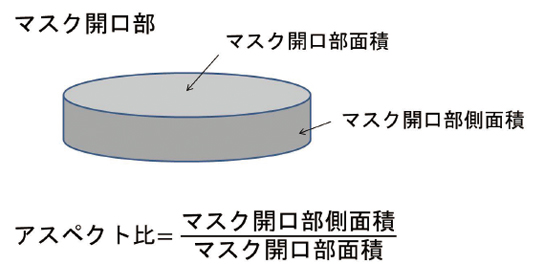
はんだ印刷は、ペースト状のはんだを、部品の電極形状に開口したマスク上を移動させて、開口部にはんだを供給し、プリント配線板を下降することで、電極パターンの上にマスク開口形状のはんだを転写する。この際、図2に示すように、はんだペーストが基板上の配線パターンに粘着する力と、マスク側面に粘着して基板下降(以下、版離れと記載)時のマスクとはんだ間に生じる摩擦力(以下、ずり応力と記載)とのバランスにより、安定した印刷が行えるかどうかが決定する。これらの力は、はんだの接触する面積に比例する。この面積の比をアスペクト比として表す(図3参照)。はんだ印刷技術においては、このアスペクト比が重要な因子であり、この値が大きくなると、印刷の難易度が増すことが知られている2)。これは、アスペクト比が高くなると、はんだが基板に接触する面積に対して、マスクとはんだが接触する面積が増してマスクとはんだの間のずり応力が大きくなり、マスク側面にはんだが残りやすくなるためである。アスペクト比は、図2からもわかるように、マスクの厚さを薄くすることで、その値が小さくなる。そのため、搭載する部品が小さいものばかりであれば、薄いマスクを使用することで、はんだ印刷を安定して行うことは可能である。実際の製品では、安定量産のためにアスペクト比1.8以下となるようにはんだ印刷を行っている。しかし、今後小型部品が主流になることで、プリント配線板に搭載する部品は小型部品だけでなく、大型部品やリード高さばらつきの大きいコネクタなどとの混載が増えてくると予想される。この場合には、マスクを薄くすると、大型部品などで供給はんだ量が不足して良好な接合が得られない。そのため、多種多様な部品を混載するプリント配線板では、マスク厚を薄くせずに小型部品に対応する必要がある。車載機器のはんだ印刷で通常使用される0.15mmのマスク厚で0603の開口部面積の場合アスペクト比2となり、FA機器で多く使用される0.12mmのマスク厚で0402の開口部面積に対応する場合は、アスペクト比2.4となる。従って、今後は、2以上の高アスペクト比ではんだ印刷を安定して実施することが必要不可欠になる。この高アスペクト比のはんだ印刷を達成するために、使用する材料である、はんだペーストやマスクが印刷性に与える影響とそれに最適な印刷条件を評価した。
3.はんだ印刷性評価
3.1 評価材料
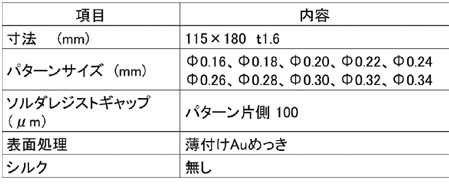
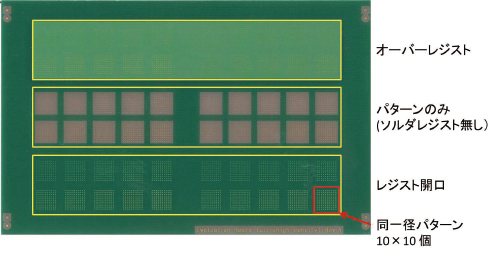
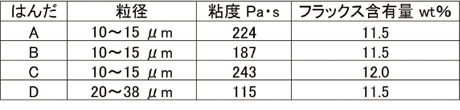
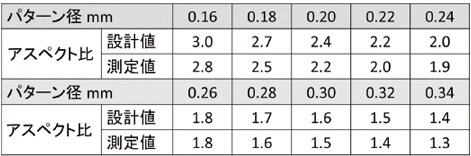
評価に使用したプリント配線板の仕様を表1に、外観を図4に示す。また、各はんだペーストの仕様を表2に示す。図4に示すように、プリント配線板パターンは、オーバレジスト、パターンのみ、レジスト開口の3種と、アスペクト比を変化させるために、Φ0.16~Φ0.34mmのドット状のパターンを1シートに各200個配置した。はんだペーストは、材料メーカ各社の0402部品対応ペーストで、市販品に加えて開発中のものを含めて評価した。印刷用マスクはステンレス製のメタルマスクを用い、その厚みは0.12mmとした。これは、一般的に0402チップ対応のマスク厚として使用される0.08~0.10mmの厚みと比較して厚いものである。マスクの開口寸法は、プリント配線板パターンと同様に、Φ0.16~Φ0.34mmであり、その寸法はプリント配線板面基準である。マスクは、レーザ加工を用いるため厚み方向にテーパが生じる。そのため、設計上の形状である円柱とは異なることから、実際の開口部寸法を測定してアスペクト比を算出した。表3にその結果を示す。マスク開口部の壁面処理は、粗さを平滑化した仕様と、それに撥水処理を施したものの2種を用いた。壁面の粗さは、メーカ測定値でどちらもRa0.21~0.22μmであった。
3.2 実験条件
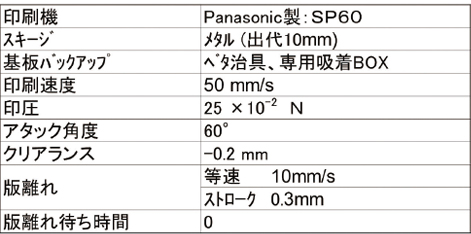
各はんだペーストを評価した実験条件を、表4に示す。はんだ印刷時のプリント配線板の反りの影響を排除するため、印刷時は、装置の基板吸着機能を用いて矯正することで平面になるようにした。はんだのマスク開口部への充填については、この条件でΦ0.16mmの最小マスク開口部でもマスク底面まではんだが到達して、十分充填されていることを確認している。印刷結果は、はんだ印刷検査機(CKD製VP-6000M)による印刷体積の測定で定量化して評価した。実験は、はんだとマスクの組み合わせの1条件毎にマスクの洗浄を行って、マスクに付着したはんだペースト残差の影響を排除した。洗浄後に、基板を12シート連続印刷して、印刷が安定する3シート目から12シート目までの10シート分のデータにより印刷性を評価した。
3.3 評価結果
各はんだペーストの印刷結果の工程能力指数Cpkを表5に示す。工程能力を求めるための体積基準は、下限50%、上限170%とした。この結果から、アスペクト比の値が2より小さい場合では、全てのはんだで、Cpkは2以上で安定している。その中でも、はんだBとCの値が高い。アスペクト比が2を超えると、どのはんだもCpkの値は低くなる。ただし、その低下傾向には、はんだにより差が生じ、はんだBとDはその値が1以上と比較的高く、特にはんだBはアスペクト比2.2でも2以上である。また、マスク壁面処理によっても差が生じ、アスペクト比2以上において、はんだDは、撥水処理の方が、はんだBは、撥水処理なしの平滑処理の方が、Cpkが高く、はんだCでは差がない。アスペクト比2.5では、はんだDが、はんだ粒径が大きいにもかかわらず、他のはんだと比較して値が高い。このように、高アスペクトでの印刷性は、はんだペーストの種類により印刷性に差が生じ、マスク壁面処理の影響もはんだにより異なっている。
マスク開口部へのはんだ充填性や、はんだDを除き粒径に差がないことから、これらの印刷性に差が生じるのは、はんだをペースト状にするために用いられるフラックスの違いにより、プリント配線板パターンとの間の粘着力や、マスク壁面とはんだのずり応力が変化するためではないかと考えた。従ってこれらの特性と印刷性の関係を評価するため、ペーストの特性を測定した。

4.はんだペースト特性評価
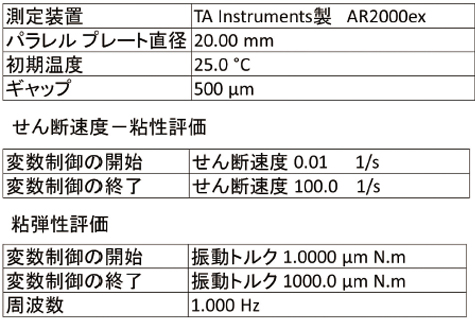
一般的に、はんだペーストの特性は、せん断速度により粘性が変化し、せん断速度が低い場合は粘性が高く、せん断速度が高くなると粘性が低くなる。これは、はんだ印刷の版離れ時にマスクとはんだの間のずり応力が小さくなるような特性であることを示す。一般にペーストの粘度は、JIS規格で制定された方法で測定され、主に回転式の粘度計により特定の回転数での値が表2の粘度として示される。この測定方法では、決められた回転数での粘度であるため、特定のずり速度での粘性値のみの値となる。また、ニードル内にはんだを通過させて、その圧力と流量を測定することで、マスクとはんだペーストの間のずり応力を連続的に測定する方法もある3)。今回は、はんだペーストの粘性変化やペーストの動的挙動を連続的に評価するために、回転式レオメータを用いて測定を行った。評価は、版離れを想定して、せん断速度に対する応力(粘性)変化と、外的要因が加わった際の粘弾性特性を測定した。測定条件を表6に示す。はんだペーストの評価は、レオメータのパラレルプレートからはんだが剥がれない状態で比較した。
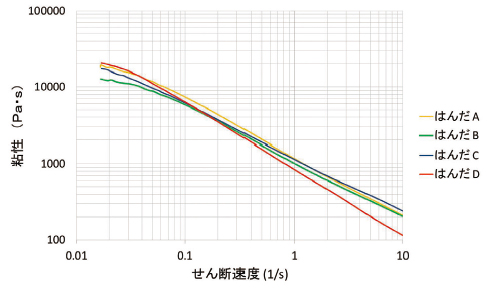
せん断速度と粘性の測定結果を図5に示す。各はんだの関係をみると、はんだAとCは、高せん断速度で粘性が高い傾向にある。はんだBは、低せん断速度で粘性が低く、高せん断速度になると他のはんだと同等になる。はんだDは、0.1以下の低せん断速度領域では粘性は高いが、1を超える高せん断速度では逆に粘性は低くなり、その比であるチクソ性が高い。この結果から、はんだDの印刷性が高アスペクト比まで良好な原因は、版離れ時を想定した高せん断速度で粘性が下がるため、マスクとはんだ間のずり応力が低下したことが原因と考えられる。はんだBは、はんだDのように粘性は低下しないが印刷性は良好である。従って、粘性の影響はあるが、この特性だけで印刷性の良否が決まるわけではないと言える。
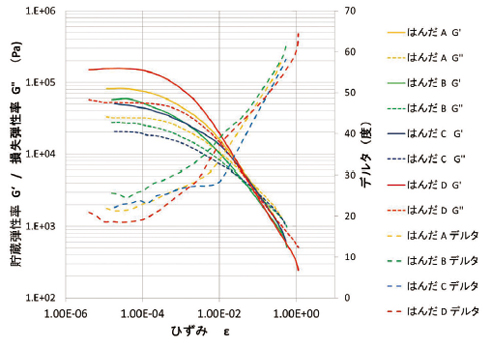
次に、粘弾性の測定結果を図6に示す。弾性体の挙動を示す貯蔵弾性率G’と粘性体の挙動を示す損失弾性率G”、その2つの弾性率の比であり、値が大きいと粘性体の寄与率が高いことを示すデルタの値を示す。低ひずみでは、貯蔵弾性率の方が損失弾性率より高く弾性体の挙動を示すが、ひずみが大きくなると逆転して粘性体の挙動を示すようになることが分かる。各はんだの特性では、はんだDは低ひずみでの貯蔵弾性率が高く弾性体としての特徴が強い。はんだBとCは似たような挙動を示し、低ひずみでの貯蔵弾性率は他のはんだと比較し小さいが、ひずみが増加した場合の弾性率の低下量は、はんだDよりも小さい。また、はんだBは、デルタの値が、低ひずみで大きくこの領域では粘性体としての特徴を持ち、濡れやすいことがわかる。この効果は、マスクの壁面にフラックスが濡れて、はんだとマスクのずり応力を低減する効果があるのではないかと考える。はんだAは、はんだDとはんだB、Cの中間の傾向を示す。
このように、はんだペーストにより粘性の特徴は異なることがわかった。また、高アスペクト比での印刷性が良好なはんだでも、その特性は同じ傾向ではない。これは、はんだの印刷性を向上させる効果的な主要因が1つではなく、いくつかの特性が複雑に絡み合っているためである。その中で、はんだDはせん断速度に依る粘性の差が大きいことから、印刷時の版離れ速度にその特性が大きく依存すると推測できる。はんだBとCは、低せん断速度での粘性は異なるが、高せん断速度での粘性は同等であり、粘弾性の特性も比較的似ていることから。はんだBとCは、はんだDと比較して版離れ速度による影響は小さくなると思われる。そこで、材料特性と印刷性の関係を確認するために、版離れ速度を変えた場合の印刷性を評価した。
5.印刷条件の影響
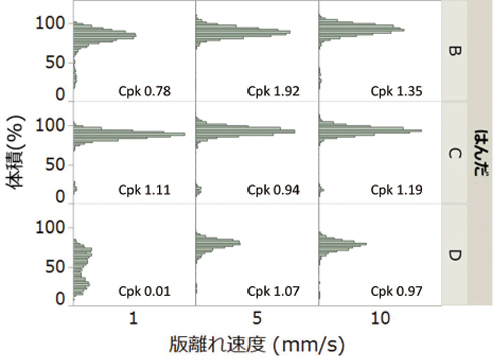
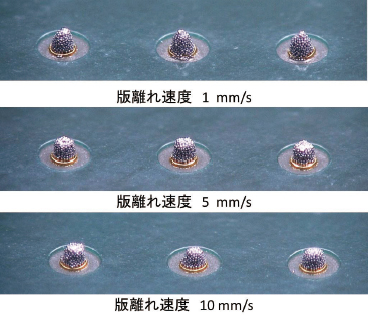
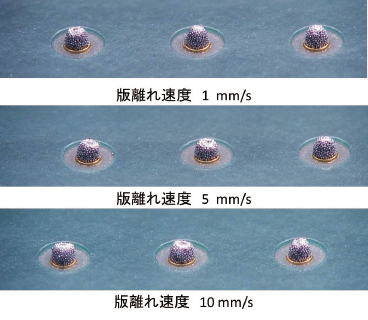
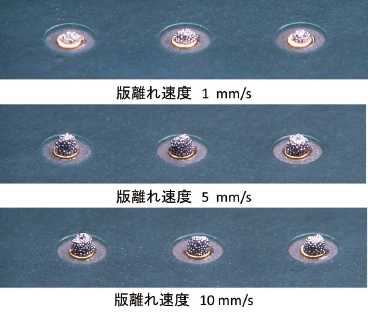
はんだペースト特性の異なる、B、C、Dのはんだを評価した。版離れ速度は、3水準で1、5、10mm/sと変化させた。マスクは、平滑処理で壁面粗さはRa0.35μmのものを用いた。アスペクト比2.1のCpkと体積値のヒストグラムを図7に、その印刷状態を図8~9に示す。この結果、はんだDで、版離れ速度が1mm/sと低い場合は、体積値のばらつきが大きくCpkも低い。はんだBとCは、版離れ速度の影響は、はんだDと比較して小さい。これは、はんだペーストの特性から推測した通りである。印刷状態も、版離れ速度が低い場合は、はんだDは基板パターン上に薄くしかはんだが残っていないものが多い。これは、図7のはんだDの版離れ速度1mm/sの場合に体積値分布が2つに分かれていることからもわかる。この現象は、版離れ速度が低い場合、マスクとはんだの間のずり応力の増大により、はんだが破断してマスクに残るためだと考えられる。はんだBとCの印刷状態は、形状が円錐状に近くなっているが、これは、版離れ速度が低い場合の粘性がはんだDほど高くないため、マスクにはんだが引っ張られるものの破断はせずに、円錐状になるためと考える。はんだBとCを比較すると、はんだBは版離れ速度が1mm/sのばらつきが大きく、ヒストグラムの形状がなだらかであり、版離れ速度が大きくなると形状も急になり安定している。はんだCは体積の低い分布はあるが版離れ速度の影響は小さく、体積値100%近傍の分布幅もはんだBよりも小さい。低せん断速度での粘性は、はんだBの方が低いことから、この原因は今回測定した特性では説明できない。ただ、この結果から、はんだBとはんだCでは最適な版離れ条件が異なると推測される。
6.はんだ特性と印刷性の関係
印刷性を向上させるためには、はんだとマスクの間のずり応力を低減させて、マスク壁面に残るはんだを減少させることが必要である。はんだ特性の評価と印刷性の関係から、このずり応力を低減させるはんだペーストとして、フラックスのマスク壁面への濡れ性が良好であり、高せん断速度の粘性が低く、低せん断速度の粘性との比が大きいという特徴を持つ。そして、これらのはんだペーストの特性に応じた、適正な印刷条件が決定する。その条件として、
●低ひずみで粘性体としての特性が強く、マスクとの濡れ性に特徴をもつはんだの場合
・版離れ速度の影響は小さく、低速から高速まで良好である。
・マスク壁面処理の影響を受け、撥水処理加工無しが良好である。
●低ひずみで弾性体としての特徴が強く、せん断速度に依る粘性の差が大きいはんだの場合
・版離れ速度の影響が大きく、低速では印刷ばらつきが大きくなり、版離れ速度が速い方が良好である。
・マスク壁面処理の影響は小さい。撥水処理の必要はない。
このように、版離れ時のずり応力を低減させて印刷性を良好にする目的は同じでも、それを達成するためのはんだペーストの特性が異なると、その特性にあわせた印刷条件を選定することが重要である。
本実験では、マスク壁面の撥水処理の効果は、はんだにより異なった。ウエハ上にバンプを形成するめっき法で作製したマスクでは、マスクに表面処理を実施して濡れ角を大きくした方が、はんだとマスクの間の抵抗が減り印刷転写率が向上するとの報告がある4)。マスク壁面に対するはんだの特性の差やマスク厚、マスク加工の方法により、壁面処理の効果も異なると考えられる。
7.むすび
本結果から、高アスペクト比のはんだ印刷を安定して量産するためには、各はんだの特性を評価して特徴を把握し、印刷条件やマスクの処理を最適化することが重要であることがわかった。本評価では、主にマスクとはんだの間の応力に注目しているが、印刷性に影響するはんだ特性としては、基板との粘着力やマスクに充填された際のペーストの凝集力など、より詳細な材料特性の評価が必要である。また、アスペクト比が2.2を超える場合には、はんだとマスクの選定や印刷条件の最適化だけでは達成が難しいことも明らかになった。2.2を超えるアスペクト比のはんだ印刷を安定量産するためには、プリント配線板のパターンや寸法、ソルダレジスト厚さなどの基板の設計要因、はんだ印刷機の版離れ制御などの設備要因や温度変化などの環境要因の影響を把握し、最適化することが重要となる。これらの条件を揃えることで、アスペクト比2.4のはんだ印刷を達成し、FA機器における混載部品搭載基板で0402サイズの部品を安定生産することを目指していく。
参考文献
- 1)
- JEITA 2017年度実装技術ロードマップ 第4章 電子部品,p.257.
- 2)
- 東芝レビュー Vol.60 No.8, p. 17-18
- 3)
- エレクトロニクス実装学会誌 Vol.18 No.6(2015) p449~453
- 4)
- マイクロエレクトロニクスシンポジウム論文集 17 p163
本文に掲載の商品の名称は、各社が商標としている場合があります。