














製造現場の変化に追従して進化する変位センサ技術
- 変位センサ
- 高精度化
- 高速化
- 光学設計
- アルゴリズム


変位センサは従来三角測距方式が主流であったが、最先端のモノづくりを行う顧客の製造現場では、三角測距方式による設置時のチューニングの難しさ、測定対象物の材質違いによる誤差の課題が出ていた。それらの課題に対し、我々は簡単に誰でも測定対象物の材質によらない計測が可能な新原理の同軸白色共焦点変位センサ(形ZW)を2012年に商品リリースした。その結果、形ZW はデジタル業界のスマートフォンの組付状態の検査を中心に採用されてきた。しかし、スマートフォンの薄型・高性能化に伴う搭載部品の軽薄短小化や製品デザインの進化による検査点数増加のため、より高精度な検査を高速に実現することが求められている。このたび、このような製造現場の変化に対応するため、スキャニング計測時の精度・速度を飛躍的に向上する技術を確立したのでここに紹介する。
1. まえがき
変位センサは、製造現場での検査(部品の形状、厚み、高さなど)や位置決め誤差をμmオーダで測定することを目的としている。これにより、検査や制御の精度向上につながり、より高度で高品質なモノづくりを実現することができる。従来、変位センサは三角測距方式のレーザ変位センサが主流であったが、最先端のモノづくりを行う顧客の製造現場では、三角測距方式による設置時のチューニングの難しさ、測定対象物の材質の違いによる誤差の課題が出ていた。それらの課題に対し、我々は、新原理の同軸白色共焦点変位センサ(形ZW)を2012年に商品リリースし 1)、小型で簡単に設置でき、測定対象物の材質に依存しない距離計測精度を実現した。
近年、スマートフォンの薄型・高性能化に伴う搭載部品の軽薄短小化や製品デザインの進化により、部品の高精度化や検査点数増加しているため、より高精度な検査を高速に実現することが求められている。
2. 白色共焦点計測原理
本センサは、測定対象物の高さ方向に異なる波長の光を集光し、測定対象物に集光した波長の光のみを分光器内の受光素子で受光することで測定対象物までの距離を測定するセンサ(白色共焦点変位センサ)である。 1)
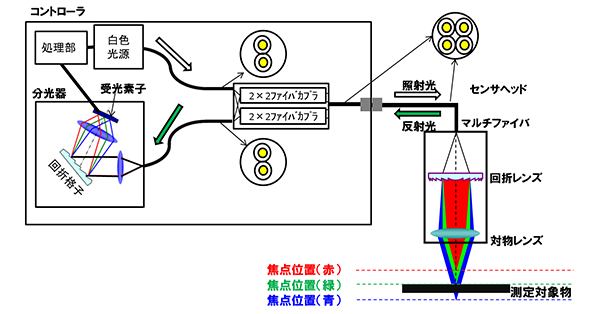
システム構成としては図1に示すように白色光源、分岐カプラ、ファイバ、センサヘッド、分光器、処理部からなる。センサヘッドは、回折レンズおよび対物レンズを含み、分光器は回折格子、受光素子を含む。
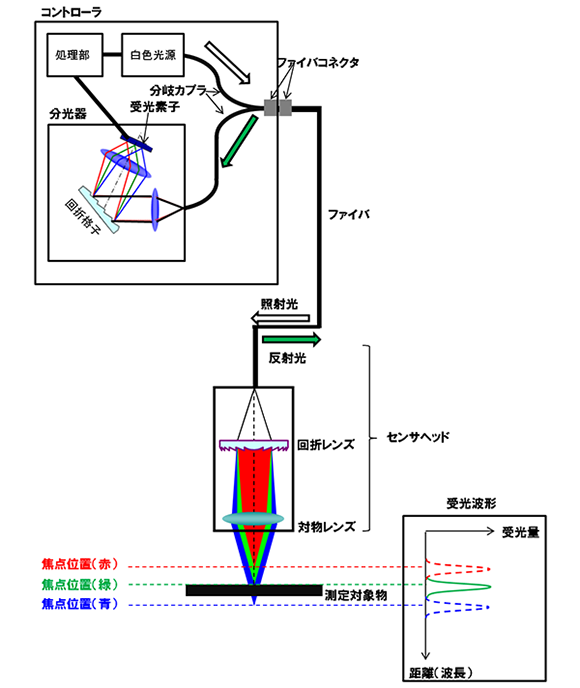
白色光源から出た光は分岐カプラ、ファイバを経由し、センサヘッドへ入射する。そして、入射した光は、センサヘッドの回折レンズにより、測定対象物の高さ方向に波長を分光される。センサヘッドは、測定対象物からの反射光がファイバ上に焦点が合う共焦点光学系であるため、測定対象物上に集光された特定の波長の光のみがセンサヘッドに接続されているファイバへ結像し、分光器へ入光する。例えば、図1の例では測定対象物に緑色光が集光されているため、緑色光のみ分光器へ入光する。一方、赤、青色光は測定対象物に集光していないためファイバへ結像されず、分光器には入光しない。分光器に入光した光は、回折格子により、分光され、受光素子に結像する画素位置を求め、予め画素位置と距離を対応付けた補正データを用いることで、測定対象物までの距離を算出することができる。
本原理には、従来技術と比較して以下の強みがある。
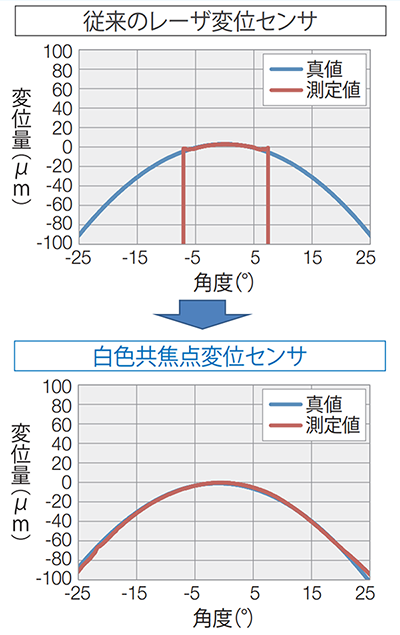
①従来のレーザ変位センサに比べて、白色共焦点変位センサは同軸光学系であるため、光沢面において急峻な角度でも形状測定が可能である。図2にレンズ形状を計測した結果を示す。従来と比べ、形状測定範囲を拡大して計測が可能であることが分かる。したがって、平坦な測定対象物に対しても、簡単な設置で計測が可能となる。
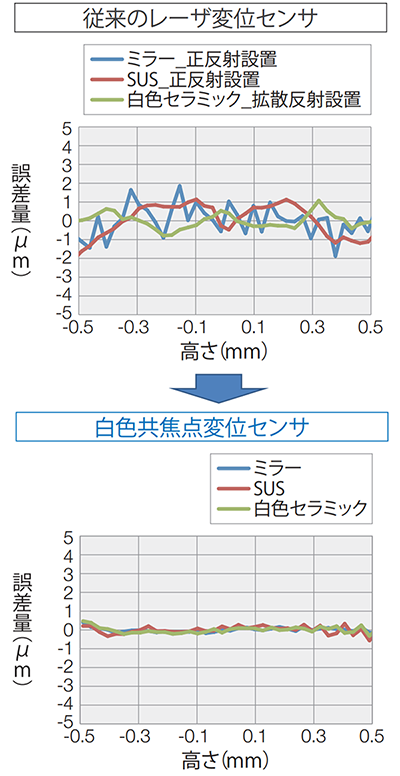
②従来のレーザ変位センサはスポット内の光強度分布がそのまま受光素子に結像するため、材質が異なると受光波形が変動し、計測誤差が生じる。一方、白色共焦点変位センサは、反射光の波長から距離を算出しているため、スポット内の光強度分布に依存せず、材質が異なる場合でも同一の精度で計測可能である。図3に異なる材質におけるリニアリティ性能(高さ方向にステージを移動した距離と計測値との差)を比較した結果を示す。
3. 技術的課題
例えば、スマートフォンの組付状態の検査では、軽薄短小化により、今まで以上に組付精度が厳しくなり、検査箇所も増加しているため、高速・高精度検査がより一層求められている。このような顧客ニーズに応えるためにも、白色共焦点技術をより進化させ、より高速・高精度な変位センサを開発する必要がある。
3.1 白色共焦点技術における高精度計測課題
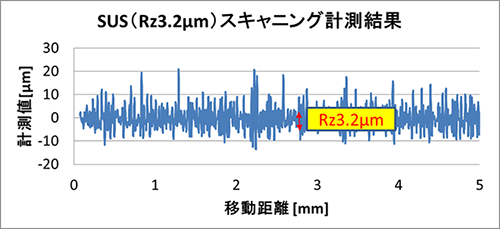
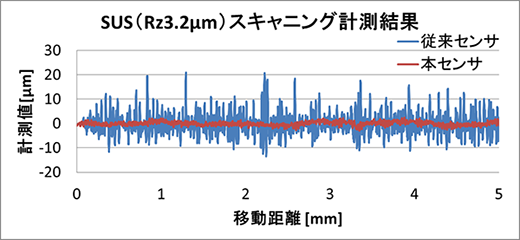
白色共焦点変位センサにて、表面粗さの最大値Rz 3.2μmであるステンレス材(SUSと表記)をスキャニング計測した結果を図4に示す。測定対象物の表面粗さ3.2μm以上に計測誤差が発生し、スキャニング計測時に安定計測ができないという課題があった。本稿ではこの実際の表面粗さ以上に現れる計測誤差の標準偏差の4倍(4σ)を「移動分解能」と定義する。
3.2 白色共焦点技術における高速計測課題
白色共焦点方式は、照射された光の波長成分のうち距離に対応する特定の波長成分のみを利用するという原理上、光の利用効率が低い。そのため、例えば、測定対象物の表面形状をより高速に検査するためにサンプリング速度を高めると、計測に必要な受光量を十分に確保できないという課題がある。例えば、従来は反射率10%の測定対象物の場合、十分な受光量を確保するには、サンプリング速度が500μsかかる。したがって、測定対象物を10μmピッチでスキャニング計測するためには、20mm/sの移動速度が限界であった。このような課題に対して、導光部を構成する光ファイバのコアを大口径化するというアプローチが考えられる。コアを大口径化することで、より多くの光量を伝搬できるようになるが、白色共焦点方式の原理上、受光波形の半値幅が大きくなる。半値幅が大きくなると、計測値のばらつきも大きくなるため、計測精度が悪化するというデメリットが生じる。
4. 技術内容
本稿では、移動分解能を高精度化する方法として、以下の3つを検討した。
①被写界深度低減
受光波形の半値幅を小さくすることで、計測誤差を低減する
②波形傾きアルゴリズムによる誤差補正
受光波形の傾きから計測誤差を補正する。
③マルチファイバ化 2)
測定対象物の計測領域を増やすことで、測定対象物の凹凸を平均化させ、計測誤差を低減する
また、高速化手法として、マルチファイバ化・光源の高輝度化・受光素子の低ノイズ化を検討した。
以下に、技術内容を説明する。
4.1 高精度計測のための被写界深度低減
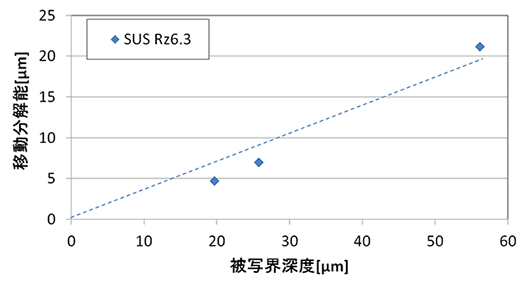
白色共焦点変位センサにおいて、投光ビームは測定対象物の高さ方向に分光しているため、被写界深度が小さければ、受光する波長幅が小さくなる。その結果、受光波形の半値幅が細くなり、計測誤差が低減すると考えた。実験を行った結果、図5に示すように、被写界深度が増加するに従い、移動分解能が大きくなっていることが分かった。
したがって、共焦点光学系において特定の波長のみを受光するためには、次式で表される被写界深度を小さくすることが必要となる。
被写界深度∝φp×NAdif/(NAobj)2
また、図6に被写界深度に関連する設計パラメータを示す。
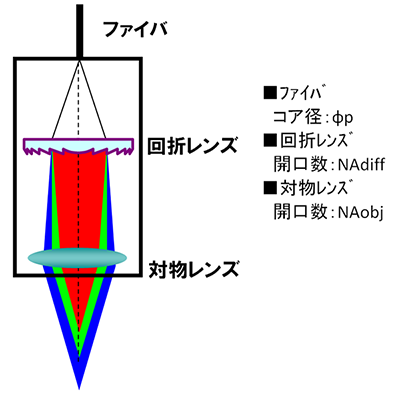
上記式から、被写界深度を小さくするためには、回折レンズのNAを小さくし、対物レンズのNAを大きくすることが望ましい。センサヘッドと測定対象物までの測定中心距離(測定範囲19~21mmの変位センサの場合は測定中心距離20mmの変位センサと表現する)を決めると、対物レンズの焦点距離が決まるため、レンズの製造限界から対物レンズのNAが決定した。これに伴い、センサヘッドの外形サイズが決まるため、回折レンズのNAを決定した。
表1に測定中心距離20mmのセンサヘッドにおいて被写界深度を0.27倍に低減した場合の試算結果を示す。
| 設計パラメータ | 従来比 |
|---|---|
| 回折レンズNA | 0.65倍 |
| 対物レンズNA | 1.54倍 |
| 被写界深度 | 0.27倍 |
4.2 高精度計測のための波形傾き補正アルゴリズム
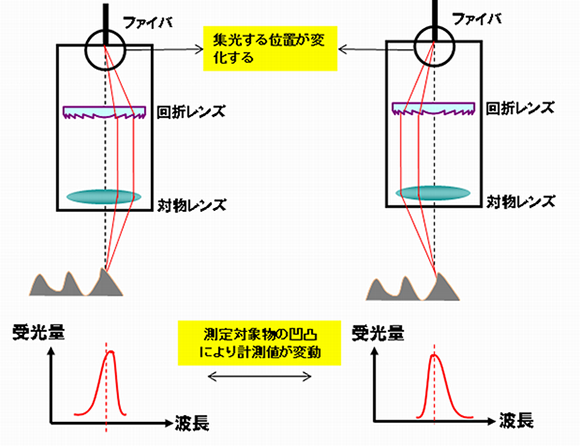
4.1項では光学系での精度向上を説明したが、アルゴリズムでの改善も検討した。移動分解能は、図7に示すように測定対象物からの反射光の波長が凹凸により変動し、受光波形に歪みが生じ、計測誤差が発生していると想定した。
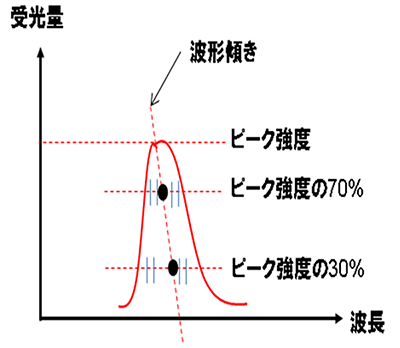
したがって、受光波形の歪み量を定量化できれば、誤差を補正し低減できる可能性があると考え、受光波形から波形の傾きを算出した。具体的には図8に示すように受光波形のピーク強度に対して70%と30%のラインの中間位置を求め、これらの座標を通る直線の傾きを波形傾きとして定義した。
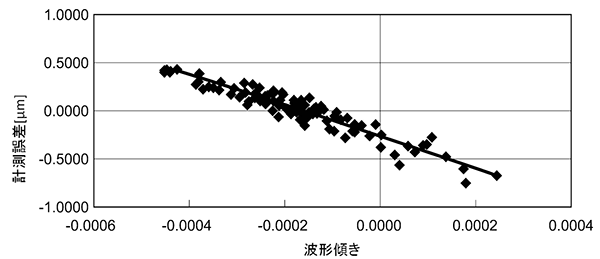
図9に示すように受光波形の傾きと計測誤差の標準偏差の4倍(移動分解能)に強い相関(相関係数R=0.94)があることがわかった。したがって、受光波形の傾きを計算し、傾きから計測誤差を推定し、計測値から減算することで、計測誤差を低減するアルゴリズムを考案した。
4.3 高速・高精度計測のためのマルチファイバ化
本稿では、高速・高精度計測の両方にメリットがあるマルチファイバ化を考案した。本手法は、ファイバのコア径は維持したまま複数のファイバを用いることで、受光量を増加しながら、測定対象物の微小な凹凸を平均化し、安定計測することができると考えた。本手法のシステム構成を図10に示す。
つまり、4本のファイバを用いることで受光量を4倍、4本の平均化効果により移動分解能を2倍向上することが期待できる。
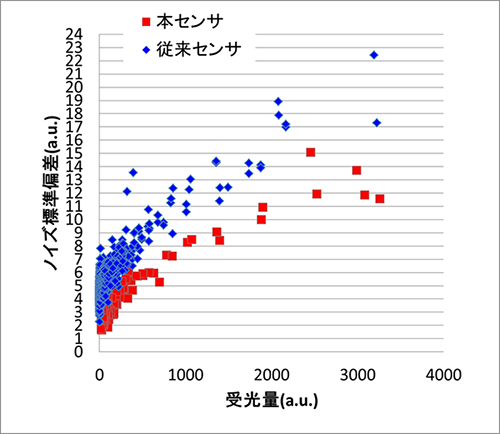
4.4 高速計測のための高輝度化・低ノイズ化
前述したマルチファイバ化による受光量4倍に加え、更に受光量を上げるべく、白色LED/受光素子の高輝度・低ノイズ化を検討した。また、受光量を上げるだけは高速計測することはできないため、高速撮像できる受光素子デバイスを選定し、計測処理全般をFPGA(Field-Programmable GateArray)化することにより、最速20μsecの高速計測を実現した。図11に従来センサのLEDの発光パワーと本センサにて採用したLEDの発光パワーを示す。また、放熱設計によりLEDの投入電流を上げ、従来比5.1倍の高輝度化を実現した。
図12に従来センサと採用した受光素子(本センサ)のノイズを比較した結果を示す。採用した受光素子のノイズは従来センサに比べノイズが約0.66倍に低下しているため、S/Nは1.5倍向上する。また、受光量はS/Nの2乗に比例するため、受光量換算で約2.3倍の効果がある。
5. 効果
5.1 マルチファイバ化・被写界深度低減による高精度化結果
単芯ファイバの従来センサと被写界深度低減を実施した4芯マルチファイバのセンサヘッドにおいて、Rz3.2μmの標準粗さ片をスキャニング計測した移動分解能の結果を図13に示す。従来センサが計測値のばらつき4σが18.1μmに対し、本センサは3.1μmと移動分解能が約5.7倍向上していることが分かる。また、本センサは、標準粗さ片のRz3.2μmとほぼ一致しており、形状を正確に計測できていると考えられる。
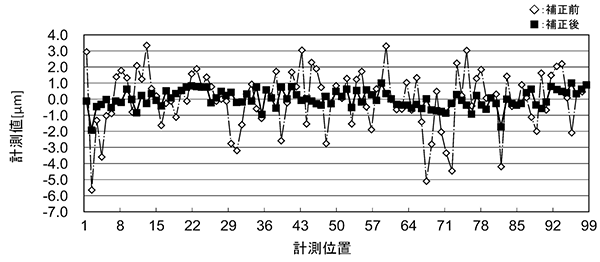
5.2 波形傾き補正アルゴリズムによる高精度化結果
図14にRz3.2μmの標準粗さ片をスキャニング計測し、受光波形の傾きから補正値を決定後、計測値を補正した結果を示す。計測値のばらつきが、補正前はMax-Minで約9μmであったのに対し、補正後は約3μmと約3倍精度が向上していることを確認した。
5.3 高速化結果
各デバイスにおいて受光量換算で、高速化した結果を表2に示す。合計として従来比11.7倍を実現した。表3にミラーを計測した受光量と最速サンプリング時間を示す。受光量で従来比12.5倍であり、ほぼ各デバイスの受光量アップの合計値と一致しており、最速サンプリング時間20μsで計測できる受光量を実現した。すなわち、反射率10%の測定対象物の場合、サンプリング速度が20μsで計測に必要な受光量を確保できる。したがって、500mm/sの移動速度でスキャニング計測しても、測定対象物を10μmピッチで計測することが可能である。
| 項目 | 受光量 |
|---|---|
| 白色LED発光パワー | 従来比5.1倍 |
| マルチファイバ化 | 従来比4倍 |
| 低ノイズCMOS | 従来比2.3倍 |
| センサヘッド透過率 | 従来比0.25倍 |
| 合計 | 従来比約11.7倍 |
| 受光量/μsec | 最速サンプリング時間 | |
|---|---|---|
| 従来センサ | 48 | 500μs |
| 本センサ | 600 | 20μs |
6. むすび
同軸白色共焦点の技術として、マルチファイバ化と被写界深度低減・波形傾き補正アルゴリズムにより、「5. 効果」で示したように従来比5.7倍以上の高精度計測および従来比25倍の最速20μsのサンプリング速度を実現し、本技術をベースにした変位センサ形ZW-7000シリーズ(図15)を2016年4月に商品リリースした。

今回、変位センサの高精度化・高速化において、スキャニング計測の安定性を向上するための被写界深度低減技術・波形傾き補正アルゴリズム・マルチファイバ技術を確立した。波形傾き補正アルゴリズムは波形の傾きと誤差を機械学習し、補正することも可能であり、人工知能(AI)でセンサの計測誤差を低減できる。また、従来高精度化のために対物レンズを組レンズ設計し収差を抑えてきたが、単レンズでも波形傾き補正アルゴリズムを用いることで、高精度化できるため、コストダウン策の一つともなりうる。今後は、更なる軽薄短小化・検査点数の増加などの顧客ニーズに応えるため、本技術をベースに変位センサの更なる小型化・高精度化・長距離化を進めていきたい。
参考文献
- 1)
- オムロン. 共焦点計測装置.特許第5790178号.2015-08-14
- 2)
- オムロン. 光学計測装置.特開2017-102067号.2017-06-08