
















High aspect ratio solder printing technology enabling mixed mounting from 0402M components to large components
- JISSO Technology
- Solder printing
- Solder paste
The size of passive components mounted on the boards composing the product has been increased from the conventional 1608M (1.6 × 0.8 mm) and 1005M (1.0 × 0.5 mm) to 0603M (0.6 × 0.3 mm) and 0402M (0.4 × 0.2 mm) are becoming mainstream.
Though these parts have been used in the past in many smartphones, it is expected that many parts will be used even in FA equipment such as sensors and controllers in the future. In order to use these parts with FA equipment, it is essential to be mixed with large components. In mounting various components dimensions, it is required to accurately supply solder which electrically connects the components and the board pattern from the one required for large components to a small amount such as 0402M on the board. In order to accurately supply this solder by the printing method, the characteristics required for solder paste and the influence of a printing stencil were evaluated. In order to perform this solder supply accurately by the printing method, the characteristics of the solder paste to be used and the influence of the printing stencil are evaluated, and the aspect ratio of 2.4 (stencil thickness 0.12 mm, aperture dimension Φ 0.2 mm), the printing conditions and tasks were determined.
1. Introduction
Joining technology used in the assembly of the industrial products is one of the key elements of production technology. The joining technology includes welding, adhesion, etc., and soldering is the key technology in the assembly of the electronic circuit. The recent trend of the electronic devices is towards high functionality and high value-added to equip the communication function and the AI processing function and to increase the amount of information processed. To meet such requirements, the size of the printed wiring board (PWB) becomes smaller and the number of components mounted on the PWB increases. The component size also becomes smaller and 0603M or 0402M sized components become more commonly used replacing the conventional 1608M and 1005M components1). To mount components of such a small size, solder joints electrically connecting the terminals of the component and the terminals of PWB becomes smaller.
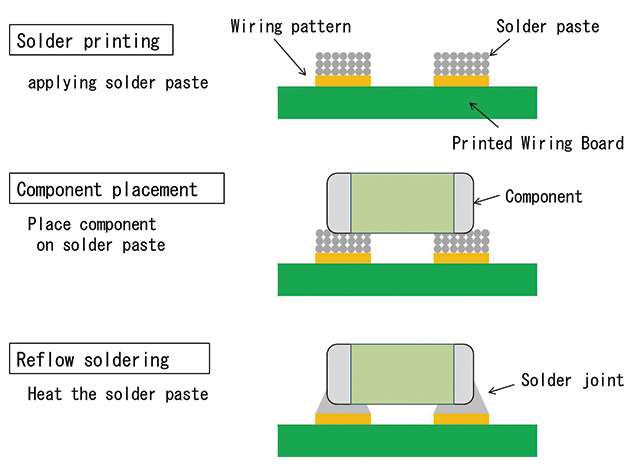
The surface mounting process to form the electronic circuit by soldering consists of a printing process where solder paste is applied to the PWB, the component placement process where components are mounted on the PWB, and the reflow soldering process to make solder joints between the components and the PWB by the heat applied as shown in Fig. 1. Among such processes, the printing process is especially critical to establish fine jointing. This paper provides explanation of the approach to stably produce fine solder printing.
2. Issues involved in Solder Printing
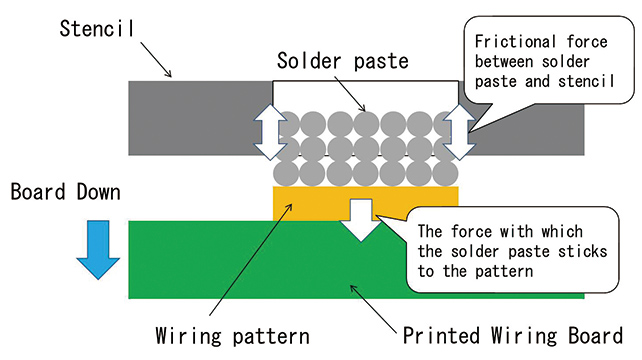
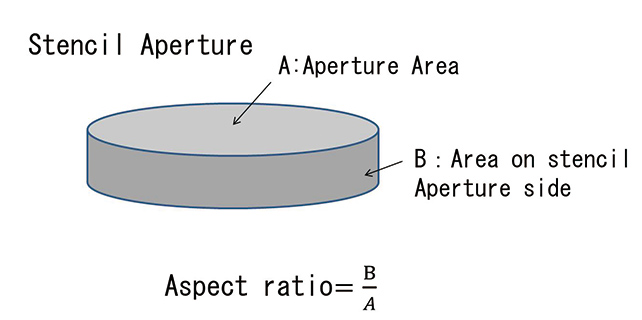
By the solder printing, solder paste moves over the stencil with the apertures provided for the terminal shapes of the parts and is supplied through the aperture to the PWB to transfer the solder pattern on the PWB by lowering it. Whether the solder printing is made precisely and stably is determined by the balance between the adhesion of the solder paste to the circuit pattern and the friction between the stencil and the solder paste (shear stress) produced when the solder paste adhered to the aperture side is pulled by lowering the PWB (stencil release) as shown in Fig. 2. The magnitude of these forces is proportional to the contact areas of the solder paste. The ratio of the areas is called the aspect ratio (Fig. 3). The aspect ratio is an important factor in solder printing, and it is known that difficulty in solder printing increases as the aspect ratio increases2). This is because the solder tends to remain adhered to the aperture side due to increased shear stress when the contact area between the solder and the stencil increases relative to the contact surface between the solder and the PWB with the increase in the aspect ratio. The aspect ratio becomes small when the thickness of the stencil is reduced as shown in Fig. 2. Accordingly, when all the components mounted on the PWB are small, stable soldering can be made using the stencil of small thickness. In commercial production, an aspect ratio of less than 1.8 is used for stable production. However, it is anticipated that the components mounted on the PWB will become a combination of large components and connectors with different lead heights, in addition to the small parts, as use of much smaller parts becomes common. In such a case, when the stencil of small thickness is used, good solder joints cannot be established for large components because the amount of solder supplied is not sufficient. In the case of the PWB on which variety of components are mounted, stable soldering of smaller parts must be established without reducing the thickness of the stencil. The aspect ratio becomes 2 with the stencil of 0.15 mm thick commonly used for automotive devices with the apertures for 0603M components, and the aspect ratio becomes 2.4 with the stencil of 0.12 mm thick commonly used for FA devices with the apertures for 0402M components. Accordingly, it is inevitable to realize stable solder printing for the high aspect ratio exceeding 2. To realize solder printing with high aspect ratio, the author evaluated the effect of the solder paste and the stencil used in solder printing on printability and the optimum printing conditions.
3. Evaluation of Printability of Solder
3.1 Materials evaluated
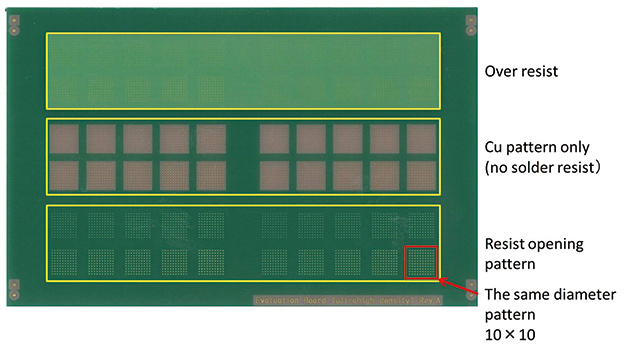
Specifications of the PWB used in evaluation are shown in Table 1, and its appearance is shown in Fig. 4. Specifications of the solder pastes are shown in Table 2. As shown in Fig. 4, the PWB consists of over resist pattern only with three types of resist apertures and with about 200 dot-like pattern of diameter φ0.16 to φ0.34 mm provided to alter the aspect ratio.
Solder pastes used were products compatible with 0402M components from various manufacturers and the products in development stage were used, in addition to the products available in the market. The stainless steel metal mask with the thickness of 0.12 mm was used. This thickness is relatively large compared with the thickness of 0.08 to 0.10 mm commonly used for 0402M components. The aperture of the stencil is φ0.16-φ0.34 mm similarly to the PWB pattern, and is based on the PWB. As the stencil pattern was produced by laser machining, the cross section of the aperture is tapered in the thickness direction. As the shape of the aperture cross section is different from the cylindrical shape by design, the aspect ratio was calculated measuring the actual diameter of the aperture. Table 3 shows the results of aspect ratio calculation. Treatment of the aperture wall of the stencil is either surface roughness smoothed or water repellent treated. Surface roughness of the aperture side was Ra 0.21-0.22 μm in both cases according to measurement by manufacturers.
| item | Contents |
|---|---|
| Board size (mm) | 115×180 t1.6 |
| Pattern size (mm) | Φ0.16, Φ0.18, Φ0.20, Φ0.22, Φ0.24, Φ0.26, Φ0.28, Φ0.30, Φ0.32, Φ0.34 |
| Solder resist gap (μm) | Pattern one side 100 |
| surface treatment | Electroless Ni–P—Au plating |
| Silk screen | None |
| Solder paste | Particle size | Viscosity Pa·s | Flux content wt% |
|---|---|---|---|
| A | 10~15 μm | 224 | 11.5 |
| B | 10~15 μm | 187 | 11.5 |
| C | 10~15 μm | 242.7 | 12 |
| D | 20~38 μm | 115 | 11.53 |
| Pattern diameter mm | 0.16 | 0.18 | 0.20 | 0.22 | 0.24 | |
|---|---|---|---|---|---|---|
| Aspect ratio | Design value | 3.0 | 2.7 | 2.4 | 2.2 | 2.0 |
| measured value | 2.8 | 2.5 | 2.2 | 2.0 | 1.9 | |
| Pattern diameter mm | 0.26 | 0.28 | 0.30 | 0.32 | 0.34 | |
| Aspect ratio | Design value | 1.9 | 1.7 | 1.6 | 1.5 | 1.4 |
| measured value | 1.8 | 1.6 | 1.5 | 1.4 | 1.3 | |
3.2 Conditions of experiment
Table 4 shows conditions of the experiment used to evaluate various solder pastes. To eliminate the effects of deflection of the PWB in printing, deflection of the PWB was corrected to become flat using the vacuum chucks of the equipment. It was confirmed that the solder was filled to the bottom of the aperture in the stencil aperture in this condition even for the size of φ0.16 mm. The printing condition was quantitatively evaluated by measurement of the printing volume using the solder paste inspection machine VP-6000M of CKD. In the experiment, the stencil was cleaned for respective combination of the solder paste and the stencil to remove effect of residual solder paste attached to the stencil. Printability was evaluated based on the data of 10 sheets of PWB from third to 12th sheets of total 12 sheets on which printing was stabilized after continuous printing of 12 sheets with the cleaned stencil.
| Stencil printer | Panasonic: SP60 |
|---|---|
| Squeegee Blade | Metal Blade |
| PCB support | Solid Jig, Vacuum suction |
| Squeegee speed | 50 mm/s |
| Squeegee pressure | 25×10−2 N |
| Angle of blade | 60° |
| Print gap | −0.2 mm |
| Stencil separation speed | Constant velocity 10 mm/s |
| Stroke 0.3 mm | |
| wait time Before Stencil separation | 0 |
3.3 Evaluation results
Table 5 shows the process capability index Cpk of printing result of respective solder paste. Volumetric criteria to determine the process capability were set to the lower limit of 50% and upper limit of 170%. The results show the Cpk is stable at the value more than 2 for all the solder pastes tested when the aspect ratio is less than 2. The Cpk of solder pastes B and C is high. When the aspect ratio exceeds 2, the Cpk becomes lower for any solder paste. But there is a difference in decrease of the Cpk between solder pastes, and it is relatively high with 1 or above in the case of solder B and D, and especially in the case of B, the Cpk exceeds 2 even when the aspect ratio is 2.2. There is also a difference of the Cpk by treatment of the stencil aperture wall, and when the aspect ratio is over 2, the Cpk of solder D is higher when water repellency treatment is applied, the Cpk of solder B is higher when surface roughness is smoothed without water repellency treatment, and there is no difference of the Cpk of solder C depending on surface treatment. When the aspect ratio is 2.5, the Cpk of solder D is higher compared with others although the solder particle size is large. As explained above, printability at high aspect ratio is different depending on the type of solder paste and effect of the stencil aperture wall surface treatment is different between the types of solder paste. Because there is no difference in solder filling property in the stencil aperture and the solder particle size between solder pastes except solder D, the author considered that difference of printability is caused by the change of adhesion with the PWB pattern and shear stress between the stencil aperture wall and the solder paste. So measurement of properties of the paste was made in order to evaluate the relation between these properties and printability.
| Solder paste | Aspect ratio | 1.3 | 1.4 | 1.5 | 1.6 | 1.8 | 1.9 | 2.0 | 2.2 | 2.5 | 2.8 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| A | Smoother treatment | 5.38 | 5.20 | 4.05 | 3.51 | 2.88 | 2.74 | 2.35 | 0.41 | 0.00 | 0.00 |
| Oil repellent | 6.11 | 5.67 | 5.31 | 4.49 | 3.94 | 3.41 | 2.03 | 0.71 | 0.00 | 0.00 | |
| B | Smoother treatment | 6.16 | 5.96 | 5.07 | 4.65 | 4.15 | 3.88 | 3.43 | 2.18 | 0.16 | 0.00 |
| Oil repellent | 4.98 | 4.91 | 4.41 | 4.00 | 3.61 | 3.18 | 2.76 | 1.10 | 0.09 | 0.00 | |
| C | Smoother treatment | 5.90 | 5.48 | 4.84 | 4.78 | 4.37 | 3.74 | 3.22 | 0.69 | 0.00 | 0.00 |
| Oil repellent | 6.28 | 4.79 | 4.32 | 3.83 | 3.61 | 3.27 | 2.56 | 0.63 | 0.00 | 0.00 | |
| D | Smoother treatment | 4.68 | 4.83 | 4.15 | 3.70 | 3.34 | 2.76 | 2.05 | 1.06 | 0.34 | 0.06 |
| Oil repellent | 5.04 | 5.05 | 4.68 | 4.14 | 3.40 | 2.79 | 2.61 | 1.76 | 0.50 | 0.09 |
* Specification 50% < Printing volume < 170%
4. Evaluation of Solder Paste Characteristics
Viscosity of the solder paste generally changes with the shear rate, viscosity increases when shear rate is low, and viscosity is low when shear rate increases. This means the property of solder paste that shear stress between the stencil and solder paste decreases in the release of the stencil. Measurement of the viscosity of the paste is generally made by the method prescribed by JIS standards, and the values measured at the specified speed of the rotary viscometer are used to as the viscosity in Table 2. Viscosity determined by this method is the viscosity at certain speed only representing the viscosity at the specified shear rate. There is another method of viscosity measurement where shear stress between the stencil and the solder paste is continuously measured by measurement of pressure and flow rate of the solder paste flowing through the needle3). In order to continuously evaluate viscosity change of the solder paste and kinetic behavior of the paste, rotary rheometer was used in this study. Change of the stress (viscosity) vs. shear rate and viscoelastic properties of the paste with external factors applied were measured in the evaluation assuming a stencil release. Conditions of measurement are shown in Table 6. Evaluation of the solder paste was made in the condition where solder is not removed from the parallel plate of the rheometer.
| equipment name | TA Instruments AR2000ex |
|---|---|
| Parallel plate diameter | 20.00 mm |
| Initial temperature | 25.0°C |
| gap | 500 μm |
| Start variable control | Shear rate 0.01 1/s |
|---|---|
| End of variable control | Shear rate 100.0 1/s |
| Start variable control | Vibration torque 1.0000 μm N.m |
|---|---|
| End of variable control | Vibration torque 1000.0 μm N.m |
| frequency | 1.000 Hz |
Fig. 5 shows the measurement results of the shear rate and viscosity. With respect to the relationship with the type of solder, Solders A and C show high shear rate and high viscosity. Solder B shows high viscosity at a low shear rate, and viscosity becomes equal to that of other solders. Solder D shows high viscosity in the low shear rate region less than 0.1, but viscosity becomes low at high shear rate exceeding 1 and shows high thixotropic nature (viscosity vs. shear rate). Based on such results, it can be considered that the reason why good printability of Solder D remains to high aspect ratio is the decrease of shear stress between the stencil and the solder as viscosity decreases at high shear rate assuming stencil release. Solder B also shows good printability, although viscosity does not decrease like Solder D. Accordingly it can be concluded that printability is not solely dependent on viscosity only but some other factors are involved.
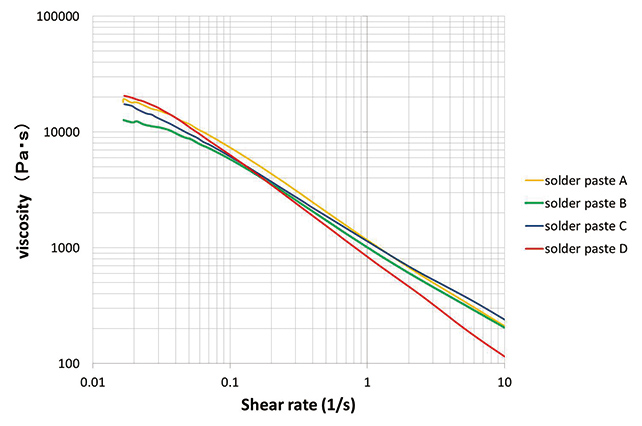
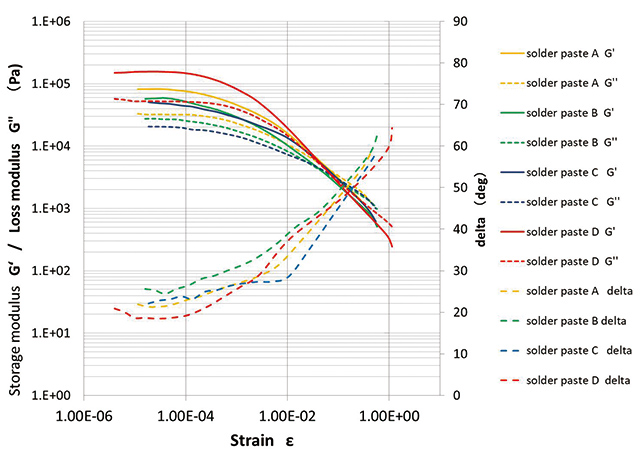
Fig. 6 shows the measurement results of the viscoelastic properties. Viscoelasticity is a ratio between the storage modulus Gʼ representing behavior of the elastic body and loss modulus G” representing viscous body, and when the ratio is high, the contribution of the viscous body becomes significant (high tanδ). When strain is low, the storage modulus is higher than the loss modulus and the solder exhibits elastic behavior, but when strain increases, the behavior is reversed and the solder exhibits viscous behavior. With respect to the characteristics of the respective solders, Solder D shows high storage modulus at low strain and exhibits characteristics of an elastic body. Solders B and C exhibit similar behavior, and the storage modulus at low strain is small compared with other solders, but decrease of modulus of elasticity when strain increases is smaller than Solder D. Solder B shows high tanδ when strain is low and exhibits characteristics of a viscous body and indicates good wettability. It is considered that such an effect is brought by reduction of shear stress between the solder and the stencil due to wetting of the stencil aperture wall. Solder A shows the characteristics in the middle of Solder D and Solders B and C.
As explained above, viscous characteristics change depending on the type of solder paste. Solders that shows good printability for high aspect ratio do not necessarily show similar characteristics. This means that not a single factor contributes to improvement of printability, but a number of factors complicatedly combined are involved. As Solder D shows large differences in viscosity depending on the shear rate, it can be considered that stencil separation speed in printing is highly dependent on such characteristics. It can be also considered that effect of stencil separation speed of Solders B and C is small compared with Solder D because viscoelastic characteristics are similar, and viscosity at high shear rate are the same, although viscosity at low shear rate is different. In order to confirm relation between material characteristics and printability, printability was evaluated with the stencil separation speed changed.
5. Effect of Printing Condition
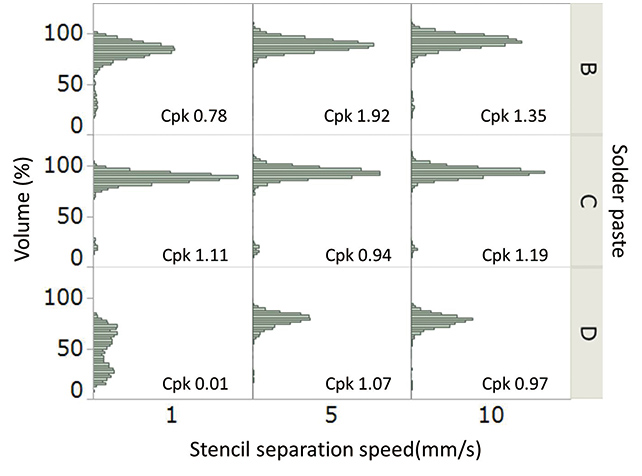
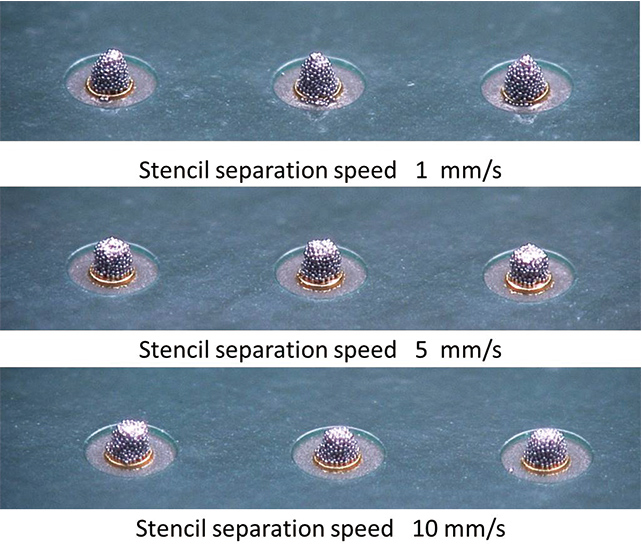
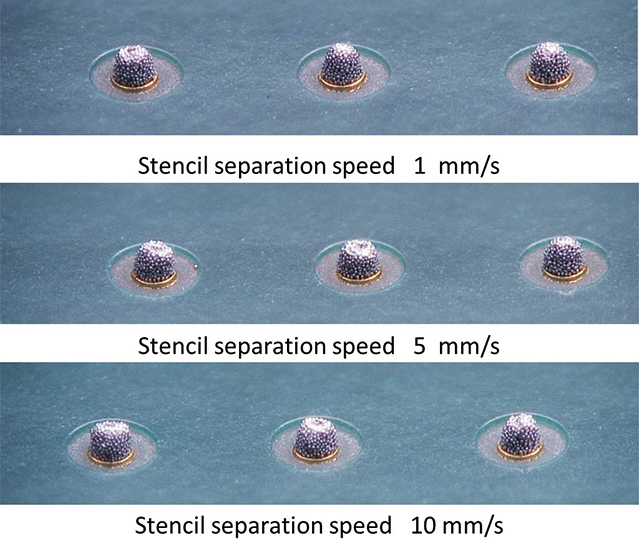
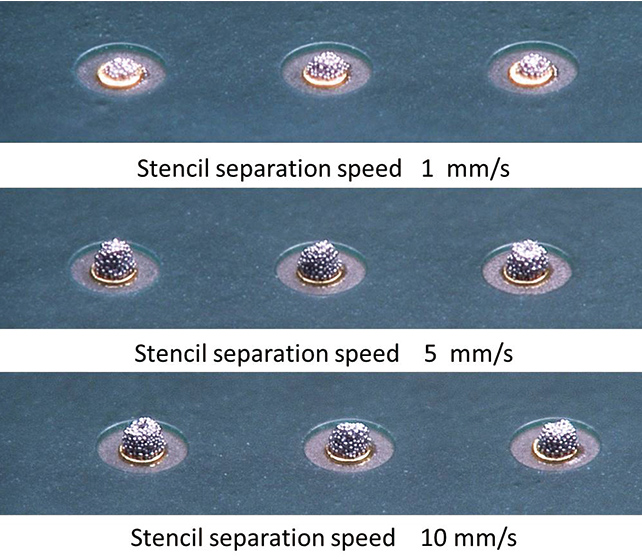
The author evaluated Solders B, C, and D with different characteristics of solder paste. Three levels of stencil separation speed, 1, 5, and 10 mm/s of stencil separation speeds are used. The surface of the stencil used is smoothed with aperture wall roughness of Ra 0.35 μm. Fig. 7 shows the histogram of Cpk and printing volume for aspect ratio of 2.1, and corresponding printed states are shown in Figs. 8 and 9. The results show that variability of printing volume is large when stencil separation speed is low at 1 mm/s, and the Cpk is low in the case of Solder D. The effect of stencil separation speed of Solders B and C is small compared with Solder D. This is the same trend as suggested from the characteristics of the paste. Printed state for Solder D show thin solder layer remains on the PWB pattern when stencil separation speed is low in many positions. This can be anticipated by the fact that the volume distribution has two peaks when the stencil separation speed is 1 mm/s for Solder D in Fig. 7. It is considered this phenomenon is caused by solder remaining on the stencil when the solder breaks because of the increasing shear stress between the stencil and the solder when stencil separation speed is low. The printing states of Solders B and C shows conically shaped solder, and it is considered that such a shape is formed because solder is pulled without breakage by the separating stencil as viscosity is not high like Solder D. When Solders B and C are compared, variability of Solder B is high when stencil separation speed is at 1 mm/s with the gradual slope of the histogram, and when the stencil separation speed increases, the histogram becomes steep and stabilized. Solder C has a distribution with low volume not significantly affected by the stencil separation speed, and the width of distribution near 100% volume is smaller than Solder B. Such a phenomenon cannot be explained by the characteristics obtained in the experiment because Solder B shows lower viscosity at low shear rate. The results indicate that the optimum stencil separation condition will be different between Solder B and Solder C.
6. Relation between Characteristics of Solder and Printability
To improve printability, the amount of solder remaining adhered to the stencil aperture wall needs to be reduced by reducing the shear stress between the solder and the stencil. The solder paste that reduces the shear stress should have excellent wettability on the stencil aperture wall, low viscosity at high shear rate, and high ratio of viscosity to the viscosity at low shear rate from the relationship between the characteristics of solder and printability. The optimum printing condition is determined according to the characteristics of solder paste. The conditions are;
-
● When the solder exhibits characteristics as viscous body at low strain and has good wettability with the stencil.
- • Effect of the stencil separation speed is small and printability
- • Printability is affected by surface finish of the stencil aperture wall and printability is good when no water repellent treatment is applied.
-
● When the solder exhibits characteristics as elastic body at low strain with large differences in the viscosity by shear rate.
- • Effect of the stencil separation speed is large and variability in printing increases at low speed and shows good printability when the stencil separation speed is high.
- • Printability is not much affected by surface finish of the stencil aperture wall. There is no need of water repellent treatment.
As explained above, it is important to select printing condition suitable to the characteristics of the specific solder paste that could be different, although the purpose to obtain good printability by reducing shear stress in stencil separation is the same. The experiment shows different effects of water repellency treatment on the stencil aperture wall depending on the type of solder. In the case of stencil prepared by the plating method forming bumps on the wafer, it is reported that transfer efficiency increases because of the decreasing resistance between the solder and the stencil when wetting angle is increased by surface treatment on the stencil4). It is considered that effect of the aperture wall surface treatment will be different depending on the difference of the characteristics of solder to the aperture wall, thickness of the stencil, and fabrication method of the stencil.
7. Conclusion
The results of this study show that it is important to optimize the printing conditions and surface treatment of the stencil evaluating and understanding characteristics of the solders for stable production of solder printing with a high aspect ratio. In this study, the author focused on the stress produced between the stencil and the solder, but more detailed evaluation of the material properties, such as adhesion with the stencil and cohesion of the paste filled in the stencil, as the characteristics of the solder is required. It was also shown that when the aspect ratio is more than 2.2, good printability is difficult to achieve solely by selection of the solder and the stencil and by optimization of the printing conditions. For stable production of solder printing with the aspect ratio exceeding 2.2, it is important to understand and optimize the design factors, such as the pattern, dimensions, and solder resist thickness, equipment factors of the stencil separation control of the solder printer, and environmental factors of temperature fluctuation. The author intends to achieve good printability for the aspect ratio of 2.4 by establishing these conditions aiming at stable production of the PWB for 0402 components mixed with large components mounted used for the FA equipment.
References
- 1)
- JEITA. 2017 Mounting Technology Road Map Section 4: Electronic Component. 2017, p.257 (in Japanese).
- 2)
- Koga, Y.; Happoya, A.; Yamamoto, N. Printed Wiring Board Technology for Thin and Light PCs. Toshiba Review. 2005, Vol.60, No.8, p.17-18 (in Japanese).
- 3)
- Natori, T. Development of Rheology Analyzer for Evaluation of Solder Printing. Transactions of the Japan Institute of Electronics Packaging. 2015, Vol.18, No.6, p.449-453 (in Japanese).
- 4)
- Kondo, T.; Sato, E.; Ihara, H.; Takeda, R. Micro Soldering by Surface Treated Metal Mask. Proceedings of the Microelectronics Symposium 17. 2007, p.163-166 (in Japanese).
The names of products in the text may be trademarks of each company.