Corporate | Japan
Corporate | Japan










We are Shaping the Future!私たちが手繰り寄せる未来ストーリー

オムロン ヘルスケア(京都・向日市)の 松阪事業所(三重県松阪市)は、血圧計や体温計などの国内生産と顧客サービスの拠点であり、「All in Half(すべてを半分に)」をスローガンに、Scope 1~3*1についてGHG排出量削減に取り組んでいる。オムロングループの制御機器事業と連携し、自社のデータサービス「i-BELT」を活用しエネルギー消費を可視化した設備の導入や、生産ラインの効率化、環境空間の制御などに着手。取り組みを始めて1年が経ち、ようやく「ありたい姿」が見えてきたという。
 鈴木礼子統轄部長
鈴木礼子統轄部長
4月12日に開催したエネルギー消費効率向上施策のメディア向け発表会で、同社生産SCM統轄部の鈴木礼子統轄部長は、「まだ検証中のものもあるが、GHG排出量削減に取り組んでいる企業の参考になればと思う。一緒に、脱炭素社会を実現していきたい」と思いを語った。GHG排出量削減とその取り組みによる事業成長の両立について、同社のこれまでと今後の取り組みについて紹介する。
*1 Scope1 燃焼によって直接的に排出されるGHC(温室効果ガス)の量
Scope2 供給される電気の使用に伴って排出されるGHC(温室効果ガス)の量
Scope3 Scope1、Scope2以外に間接的に排出されるGHC(温室効果ガス)の量
オムロンは、長期ビジョン「Shaping the Future 2030」で、取り組む社会的課題のひとつとして「カーボンニュートラルの実現」を挙げている。グループ全体で、2030年に向けてGHG排出量を65%削減(2016年度比)、さらに2050年には排出量ゼロを目指している。そうした中、オムロン ヘルスケアは、制御機器事業と共に国際イニアティブEP100*2に加盟して「エネルギー生産性の向上」を掲げ、エネルギー生産性倍増に向けた生産ラインの改善や、事業所内の電力利用の最適化を図ってきた。
*2「事業活動のエネルギー効率(Energy Productivity)を倍増させる」ことを目標に掲げる企業が参加する、気候変動に関する国際イニシアチブ
 曽根直樹工場長
曽根直樹工場長
松阪事業所での取り組みのキーワードは、「減らす」「創る」「吸収する」だ。「減らす」はエネルギーの消費量を減らすこと。「創る」は屋上に設置しているソーラーパネルなどでクリーンなエネルギーをつくり使用すること。そしてそれでも残るGHGは、県産材や森林認証材を事業所内で積極的に活用するなど、地域と共にCO2を吸収する森林の保存活動に取り組むことだ。
主軸となる「減らす」の取り組みは、ただ工場で使用するエネルギーを減らすという省エネの取り組みではない。同社が取り組むエネルギー生産性向上とは、「生産量を上げながら、エネルギー消費量を下げること」だと、生産SCM統轄部 松阪工場の曽根直樹工場長は説明する。「通常は、生産量が増加すると使用するエネルギーも増加するが、生産量が増えてもエネルギー消費は増やさない、むしろ減らしていくことを目指している」という。
エネルギー生産性向上の実現に重要な要素は、「時間」「空間」「距離」「在庫」だ。全社員一丸で、どのような改善ができるかを徹底的に考えた。
 可視化システムの画面
可視化システムの画面
まず、いつ・どこで・どれだけのエネルギーを使っているか可視化する必要があった。可視化については、製造現場のDXを実現するオムロン独自の現場データ活用サービス「i-BELT」でエネルギーの可視化システムを構築した。
曽根工場長は「それまで事業所全体の電力量がわかっていても、どの建屋、どのフロー、どの生産ラインでどれぐらいの電力量を使っていたかまではわかっていなかった。『i-BELT』によるエネルギーの可視化システムでは、使用エネルギーだけではなく、生産ラインの生産量を同時に見えるようにした」と説明した。
 米田早織氏
米田早織氏
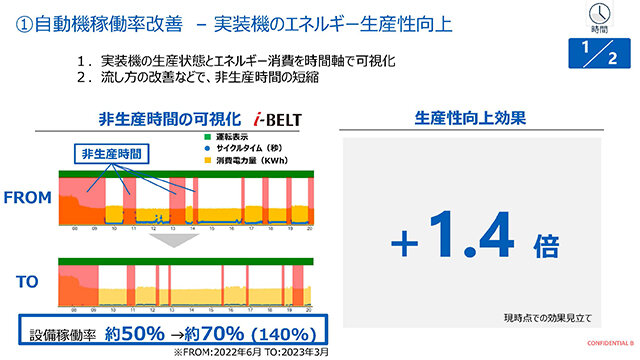
可視化から生まれた改善の一つが「実装機のエネルギー生産性向上」だ。工場では多くの基盤実装機(SMT)が動いており、生産性向上のためには稼働率をいかに上げるかが重要となる。基板にさまざまな部品を取り付けるはんだ付け工程は、大量のエネルギーを消費する。このはんだ付けを行う加熱炉のエネルギー消費を可視化した結果、「従業員の休憩時間や生産機種切り替え時など、非生産時間にもエネルギーを消費していることがわかってきた」と生産SCM統轄部 松阪工場 生産管理グループの米田早織氏は説明する。
 (4月12日記者発表資料より)
(4月12日記者発表資料より)
左側の図は、実装機の生産状態とエネルギーを時間軸で表したもの。黄色で表したエネルギーは常に一定レベルで使われている。赤い部分が非生産時間だ。
さらに検証を重ねた結果、非生産時間を把握し、待機中のエネルギーを利用し作業を行うことで、生産量を1.4倍に高められることがわかってきた。だが一方で、一度実装機を止めてしまうと温度が下がってしまい、再度上げるには時間がかかるため、かえって非生産時間が増える要因となる。米田氏は「この立ち上げ時間を短縮できないかを、オムロンの制御機器事業とエネルギー制御技術で検証している。その結果、非生産時間のエネルギー消費量を約20%削減できることが見えてきた」と明るい表情で話す。
 (4月12日記者発表資料より)
(4月12日記者発表資料より)
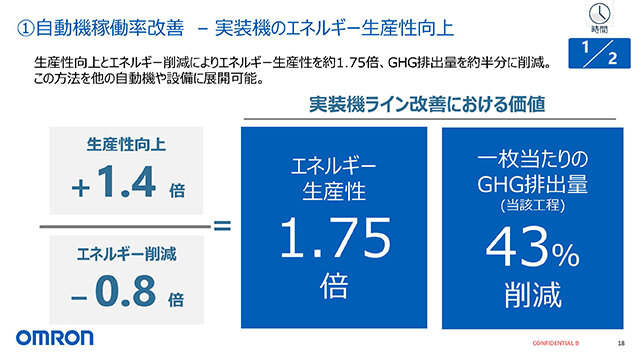
試算では、エネルギー消費量がマイナス0.8倍、生産量が1.4倍となり、エネルギー生産性は1.75倍となる見込みだ。これにより、この工程では基板1枚当たりのGHG排出量を約43%削減できる見込みになるという。
実装機のエネルギー制御に加えて、空調や照明の制御にも取り組み、生産フロアおよび事務スペースで画像型人感センサー、温湿度センサー、CO2センサーを使って照明や空調の使用を最適化していく。米田氏は「人の数や周辺環境に合わせて、空調や照明の制御を行うことで、エネルギー生産性をさらに改善できる見込み」と説明する。
松阪事業所では約4分の1のエネルギーを空調に使っている。同事業所には3棟の建屋があり、その延べ床面積は約8,200平方メートル。これをもとに、1平方メートル当たりのエネルギー使用量を計算すると、約60kWのエネルギーを使っていたことになる。「使用する空間を小さくすれば、空調のエネルギーも少なくできるが、単純に人をつめ込むという意味ではなく、オムロンのファクトリー・オートメーション(FA)技術による改善や、生産現場全体の改善を徹底的に行った」と米田氏。
まず血圧計の生産ラインで、作業ごとの無駄な空間と距離を見直した。その結果、生産ラインの面積を30%、省スペース化できた。つまり、空調を使うスペースを30%削減し、エネルギーを30%削減できることになる。さらに、ラインスペースの改善により、工程の距離を短縮することができ、効率が上がったという。「この生産ラインでは、無駄な動きがなくなり、作業性を1.3倍に改善できた。これらの取り組みにより、エネルギー消費量がマイナス0.7倍、生産量が1.3倍となり、エネルギー生産性は1.85倍となった」。さらに米田氏は「この工程において、1台あたりの生産でGHG排出量を約46%削減できる見込みになる」と生産ライン改善の成果を挙げた。
 (4月12日記者発表資料より)
(4月12日記者発表資料より)
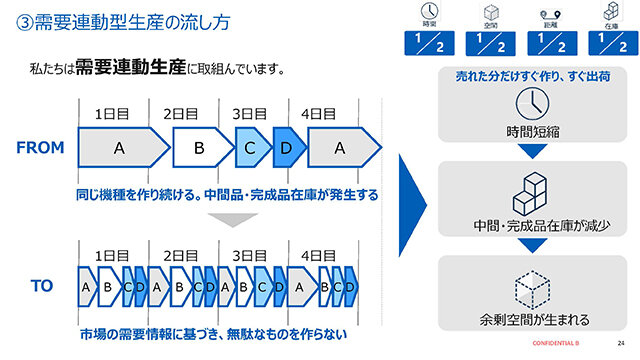
同事業所は従来、同じ機種を一定量、まとめて生産していた。これを市場で実際に売れた情報に基づき、売れた数量分だけすぐ作り、出荷するという「需要連動型生産」に切り替えた。無駄な在庫は持たないので置くスペースは不要になり、新たなスペースを生み出すことができる。
「オムロンは、2022年11月に国内の製造業として初めてEP100に加盟したが、これまでの取り組みを通じて掲げたエネルギー生産性倍増という目標への道筋が見えてきた」と米田氏は手応えを感じている。
現在、同事業所の生産ラインは3棟に分散しているが、生産ライン改善と需要連動型生産により、最終的に生産エリアを1棟に集約し、さらにエネルギー消費量を削減する計画だ。空いたスペースは新技術開発に活用、また将来的に事業所内に太陽光発電所を新設する予定だという。さらに今後は、中国で調達していた部品を国内で調達し、輸送におけるGHG排出量削減にも取り組んでいくことも明かされた。
「私たちの取り組みには成功も失敗もあるが、すべてをオープンにして、脱炭素社会の実現に貢献していきたい」(鈴木統轄部長)という、松阪事業所のカーボンニュートラルに向けた新たな挑戦は、社会の脱炭素ニーズとエネルギー危機に直面する日本企業、特に製造業の取り組みの道しるべになるかもしれない。







