Corporate | Global
We are Shaping the Future!Showcasing Success Stories as We Innovate for a Sustainable Tomorrow

Integrated Report 2024: Long Term Vision SF2030 Topics
For the "achievement of carbon neutrality," which is being tackled under SF2030, OMRON aims to realize a society that balances safe, secure, and convenient lifestyles with environmental preservation.
For instance, we envision a future where the widespread use of renewable energy enables households to live harmoniously with nature, generating, storing, and utilizing electricity as part of their daily routine. To bring this vision to life, we develop and deliver to the public power conditioners and energy storage systems for solar power generation systems. OMRON's contributions extend beyond the promotion of renewable energy; we are also focused on sustainable manufacturing initiatives, including calculating PCF for each product and verifying GHG emissions across the supply chain.
In order to realize sustainable manufacturing, it is important not only to reduce GHG emissions but also to enhance productivity and keep increasing economic value. OMRON believes that realizing both the "achievement of carbon neutrality" and "increasing productivity" is the social issue whose solution we should contribute to. Based on this idea, the OMRON Group became the first Japanese manufacturer to join the EP100, pledging to double "energy productivity," which is the ratio of sales per gigawatt-hour (GWh), at all production sites of the Industrial Automation Business and the Healthcare Business by 2040 compared to 2016. Accordingly, we are working on initiatives that prioritize "energy productivity," that is, increasing productivity to boost production volume while reducing energy consumption. Presented below is a case study of the Matsusaka Factory of the Healthcare Business (HCB), which exemplifies this approach. (See Fig. 1)
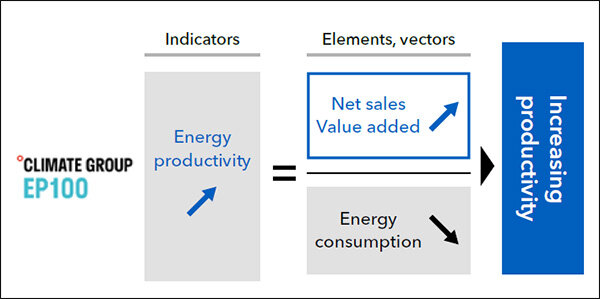 Fig. 1 Increasing Energy Productivity Solves Manufacturers' Dilemma
Fig. 1 Increasing Energy Productivity Solves Manufacturers' Dilemma
At the Matsusaka Factory, which is a production base for blood pressure monitors and thermometers in Japan, they have chosen three keywords of "Reduce," "Create," and "Absorb" as they work toward the realization of carbon neutrality. They aim to "reduce" CO2 emissions by lowering energy consumption, "create" clean energy that does not produce CO2, and "absorb" CO2 that remains to be reduced to achieve net-zero emissions. (See Fig. 2) The principal focus is on reducing CO2 emissions, where IAB and HCB are collaborating to increase energy productivity.
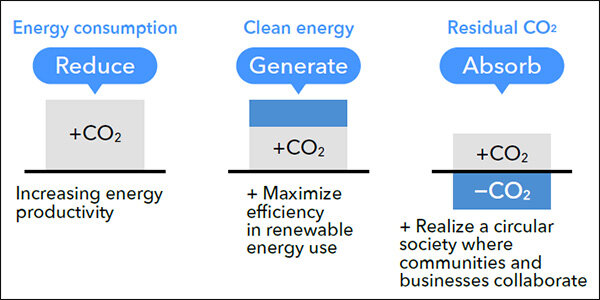 Fig. 2 Three Keywords at the Matsusaka Factory
Fig. 2 Three Keywords at the Matsusaka Factory
At the Matsusaka Factory, they began by visualizing energy consumption using i-BELT Data Management Platform (i-DMP), a data utilization platform implemented by IAB. As illustrated as a fractional expression in Figure 1, i-DMP displays factors that lower energy productivity in a simple, easy-to-understand format. This approach ensures that, while visualizing information is essential, it doesn't overwhelm front-line employees, preventing them from identifying the most relevant insights to improvement activities. With i-DMP offering clear, simple data points, all team members are aware of the need to reduce energy consumption while improving productivity. This awareness helps identify the next issues to tackle, effectively motivating employees who are charged with the mission to increase energy productivity. What follows is a story of how this visualization approach bore fruit.

On the board mounting line, which involves soldering, energy is constantly consumed to maintain high temperatures, even when equipment is idle. Initial improvements were made, but further progress was realized after visualizing the production status of each piece of equipment alongside energy consumption trends. Through discussions and analysis based on actual data, they realized there was still room for improvement. This insight led to a change in their behavior, that is, improving the way they feed the boards to the line, thus optimizing downtime use and enhancing production efficiency. Ultimately, productivity increased by 40% through reduced downtime and enhanced uptime. They had another issue to address concerning the equipment itself: each time it was turned off, it required 60 to 90 minutes to return to stable, high-temperature operation, adding to downtime. So, they asked IAB to share their technology and know-how and introduced a control system that predicts the time taken to restore based on seasonal variation and production data. While the system is still being verified, it is expected to reduce energy consumption by approximately 20%. This improvement is projected to increase energy productivity by 75% and reduce PCF by 42.9%. (See Fig. 3)
They also applied the platform to their blood pressure monitor assembly line for improvement. Blood pressure monitors are assembled both automatically and manually. At their automated line, processes such as soldering inspection and transportation were optimized using automation techniques proven effective at the Ayabe Factory and Kusatsu Factory, increasing productivity by 30%. Meanwhile, one-quarter of the energy consumed at the Matsusaka Factory is used for air conditioning, and air conditioning energy used over the space for the assembly line was 2.5 megawatts per year. By amassing improvement know-how cultivated at each factory, they successfully reduced the space required for the assembly line by 30%, as well as the energy consumed for air conditioning and lighting in the surplus space by an equivalent amount. The closer proximity of processes also reduced operator motion, increasing production efficiency by 30%. Together with the reduction in air conditioning energy, energy productivity increased by 85% overall, and PCF at the assembly line was reduced by 45.9%. (See Fig. 4)
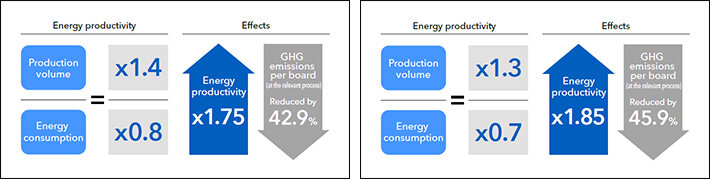 Fig. 3 Improvement Effects at the Board Mounting Line / Fig. 4 Improvement Effects at the Blood Pressure Monitor Assembly Line
Fig. 3 Improvement Effects at the Board Mounting Line / Fig. 4 Improvement Effects at the Blood Pressure Monitor Assembly Line
Their drive to make improvements did not stop at the production line but led to logistics reform as well. To begin with, they replaced overseas suppliers with Japanese ones and then switched to component suppliers in their vicinity to shorten the distance of transportation. This shift is estimated to cut GHG emissions related to component procurement by 3.4 tons. Furthermore, components sourced from overseas arrived in durable cardboard boxes with buffer materials, resulting in 90 tons of waste annually. To improve the situation, they began using "returnable boxes" for transportation, which go back and forth between the Matsusaka Factory and suppliers, which is only possible when sourcing from within the vicinity. The use of returnable boxes, along with "direct delivery" to each process, also cut unloading time and minimized component inventory. This not only increased energy productivity but also reduced approximately 30 tons of waste so far.
Going forward, they intend to accelerate initiatives to focus on energy productivity improvements by utilizing field data while expanding clean energy initiatives. Moreover, they aim to share this know-how with global manufacturing customers, fostering sustainable manufacturing practices worldwide. OMRON will remain committed to realizing a society that balances safe, secure, and convenient lifestyles with environmental preservation.